16. Приспособления для ремонта арматуры на месте установки. Станки и приспособления для ремонта арматуры.
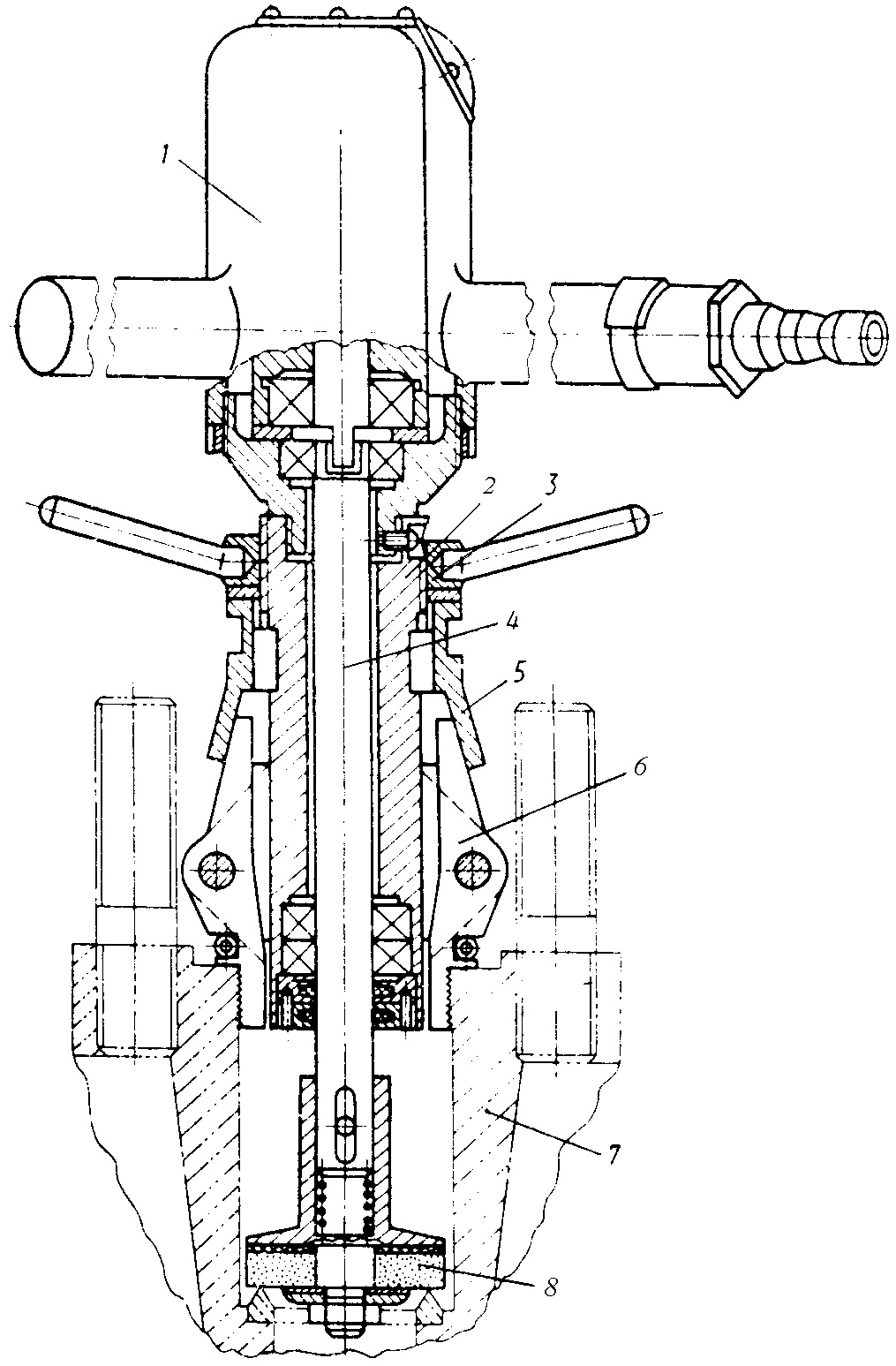
Приспособление для шлифовки седел вентилей с Dу 50 мм. Приспособление (рис. 37) предназначено для шлифовки седел вентилей на месте установки и состоит из привода 1, жестко соединенного с корпусом 2, в котором вращается шпиндель 4 с подпружиненным абразивным кругом 8. Приспособление закрепляется с помощью трех губок 6 за выточку в корпусе вентиля 7. Конические хвостовики губок охватываются конусной втулкой 5, перемещающейся по корпусу под воздействием гайки 3, связанной с корпусом.
Рис. 37. Приспособление для шлифовки седел вентилей Dу 50 мм.
При вращении гайки конусная втулка, перемещаясь, давит на конусные хвостовики лапок, установленных на осях, которые разжимаются и закрепляют приспособление в корпусе вентиля.
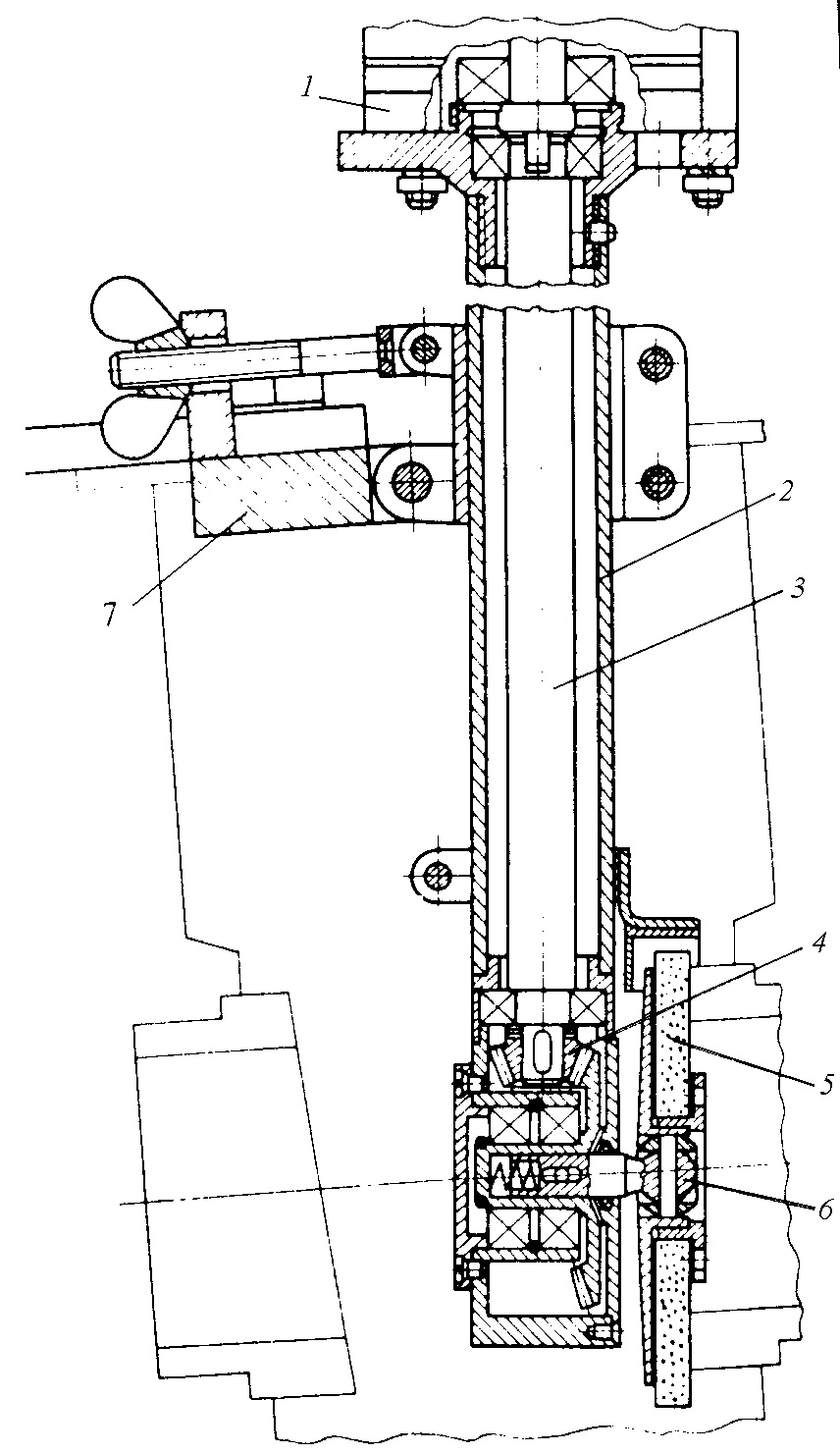
Приспособление для шлифовки седел бесфланцевых задвижек на месте установки. Приспособление (рис. 38) предназначено для шлифовки седел бесфланцевых задвижек на месте их установ¬ки при ремонте. Оно мо¬жет быть использовано для шлифовки седел других задвижек, в том числе фланцевых с параллельными седлами. Приспособление состоит из привода 1, корпуса 2, имеющего вид трубы с коническим редуктором 4, шпинделя 3, подпружиненного абразивного круга 5, установленного на валике 6 в двойном шарнире.
Рис. 38. Приспособление для шлифовки седел бесфланцевых задвижек.
На корпусе имеется специальное устройство для качания абразивного круга и универсальный механизм 7 для закрепления приспособления на корпусе задвижки и установки корпуса для осмот¬ра шлифуемой поверхно¬сти.
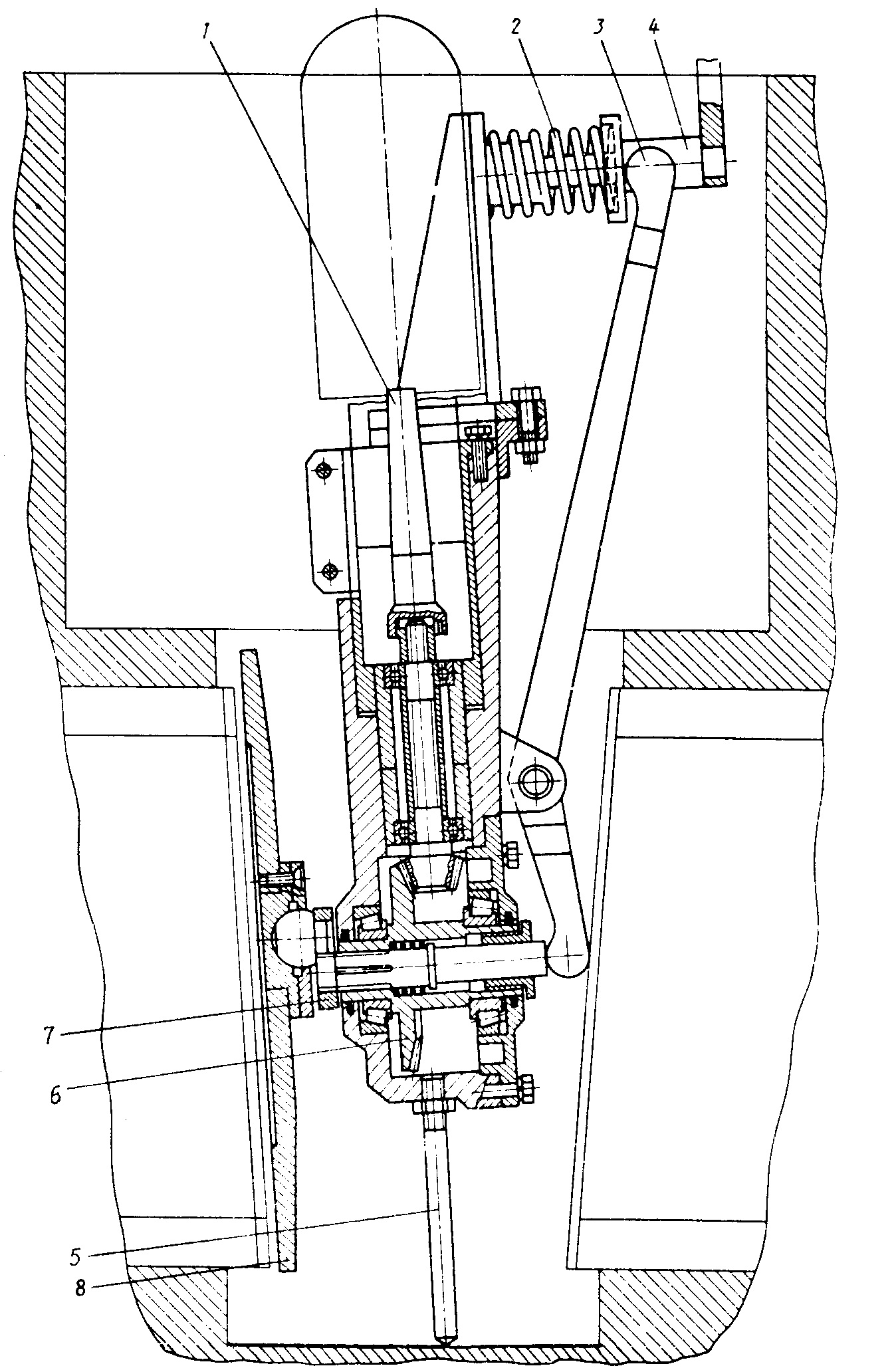
Приспособление для притирки уплотняющих поверхностей задвижек с Dу 250—300 мм. Приспособление (рис. 39) предназначено для притирки уплотняющих поверхностей задвижек с Dу 250—300 мм. Вращение от электрической сверлильной реверсивной машины передается через переходник 7 на зубчатую коническую пару 6 и через поводок 7 на притир 8. Притир по отношению к оси вращения выполнен эксцентрично, благодаря чему он совершает сложное движение по отношению к притираемой поверхности, а именно: вращение вокруг своей оси и вокруг оси эксцентрика.
Для получения поверхности необходимой чистоты нужно притир прижать к обрабатываемой поверхности с усилием 0,09 МПа. Усилие прижима создается пружиной 2, которая, действуя через рычаг 3 на ось поводка, передает усилие на притир. Настройку пружины осуществляют путем вращения гайки 4. Приспособление оснащено призмами: одной подвижной и двумя не¬подвижными. Призмы, двигаясь по наклонной плоскости клина, упираются в выступ задвижки и закрепляют приспособление. Для того чтобы установить приспособление на нужную глубину, используют винт 5.
Рис. 39. Приспособление для притирки уплотнительных поверхностей задвижек с Dу 250—300 мм.
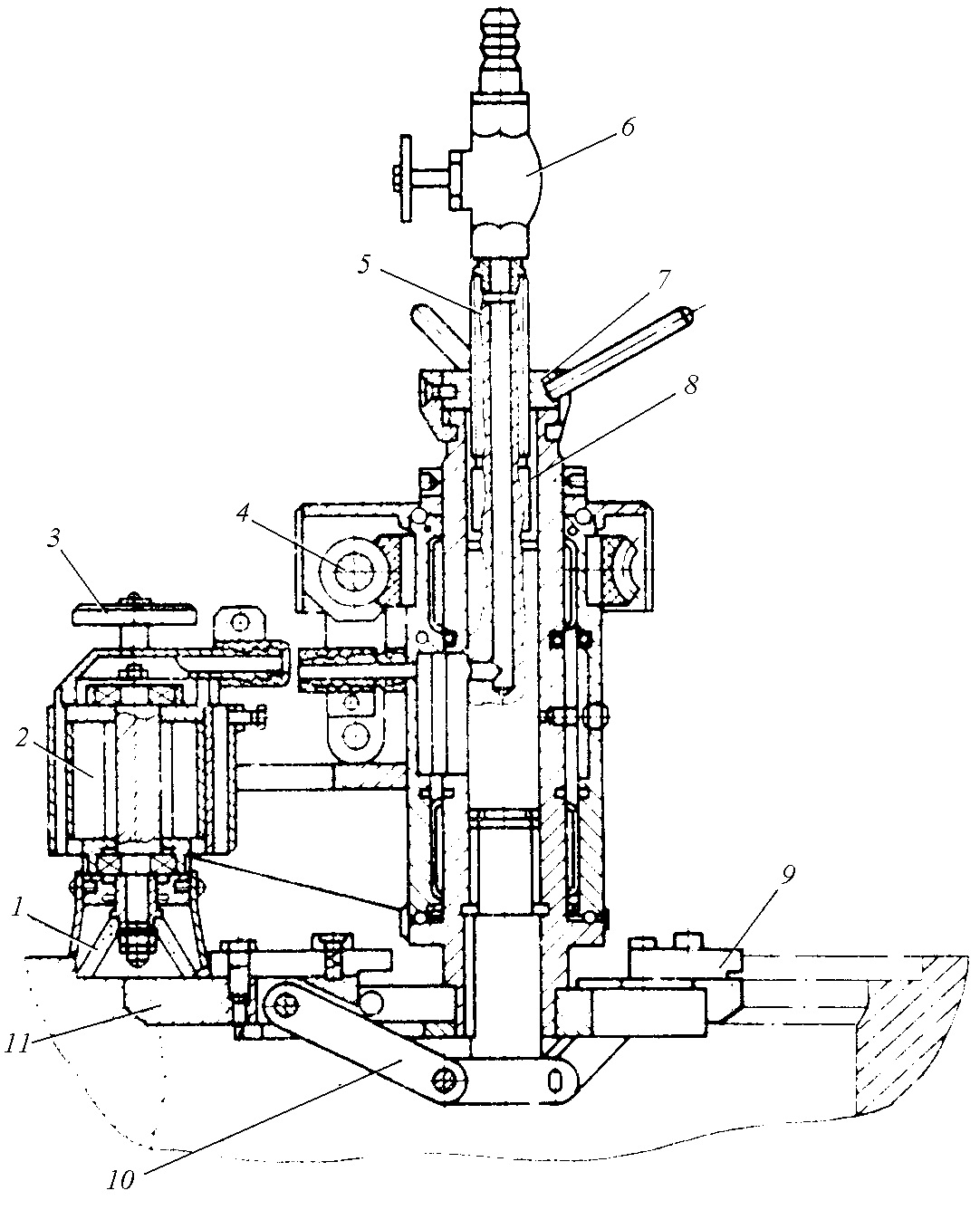
Приспособление для шлифовки уплотнительных поверхностей кор¬пусов задвижек с Dу 100-300 мм под гребенчатые прокладки. Шлифовальный круг 7 (рис. 40) получает вращение от турбинки 2, работающей на сжатом воздухе, который подается через вентиль 6.
Осевая подача шлифовального круга осуществляется механизмом подачи 3, круговая подача шлифовального круга и корпуса 8 относительно оси приспособления — червячной парой 4 вручную. Приспособление устанавливают в корпусе арматуры и крепят механизмом зажима в проточке корпуса. Механизм зажима состоит из винта 5 с резьбой в верхней части и с тремя тягами 10, соединенными с кулачками 11 в нижней части.
При вращении гайки 7 с тремя сухарями винт, соединенный с ней резьбой, перемещается, сдвигая или раздвигая кулачки. Планки 9, установленные на кулачках с помощью болтов, служат для установки правильного положения приспособления по плоскости шлифуемой поверхности, а кулачков — по диаметру.
Рис. 40. Приспособление для шлифовки уплотнительных поверхностей корпусов задвижек с Dу 100—300 мм под гребенчатые прокладки.
Контрольные вопросы
1. Назовите, какими станками и приспособлениями должен быть укомплектован уча-сток по ремонту арматуры.
2. Перечислите основные узлы приспособления для шлифовки уплотнитель¬ной по-верхности арматуры.
3. Для каких целей производят ротационную накатку?