вид
20 Января 2026г, Вторник€ — 90.1611, $ — 77.7586


 В январе 2012 года в рамках выполнения договоров с «ОКБМ Африкантов» ЦКБА завершило работы по изготовлению и поставке натриевой арматуры DN25-300 (сильфонные запорные и регулирующие клапаны DN25-100, клапан-индикатор, сильфонные задвижки DN300, затвор обратный DN80) для строящегося 4-го энергоблока с реактором на быстрых нейтронах БН-800 Белоярской АЭС - всего более 1000 единиц оборудования.
В январе 2012 года в рамках выполнения договоров с «ОКБМ Африкантов» ЦКБА завершило работы по изготовлению и поставке натриевой арматуры DN25-300 (сильфонные запорные и регулирующие клапаны DN25-100, клапан-индикатор, сильфонные задвижки DN300, затвор обратный DN80) для строящегося 4-го энергоблока с реактором на быстрых нейтронах БН-800 Белоярской АЭС - всего более 1000 единиц оборудования.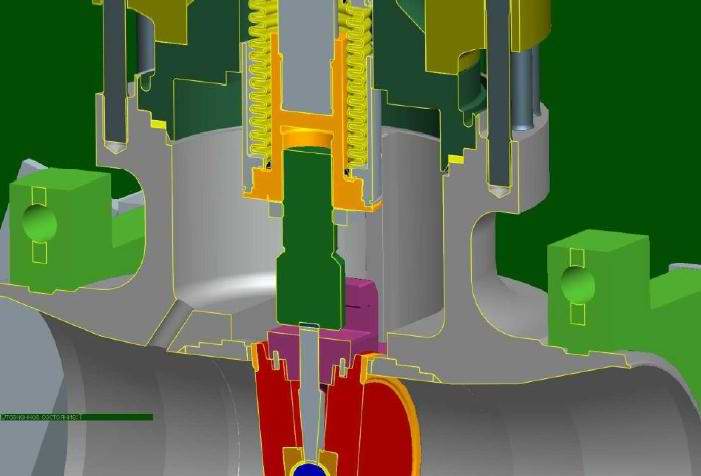 Описание особенностей на сильфонных клиновых задвижках DN 300 (ЦКБ У13516-300)
Описание особенностей на сильфонных клиновых задвижках DN 300 (ЦКБ У13516-300)  Справка:
Справка:

 О.Н. Шпаков, кандидат технических наук. Шаровые краны
О.Н. Шпаков, кандидат технических наук. Шаровые краны
 МК «Сплав» поставила финальную партию трубопроводной арматуры для двух АЭС в Китае
МК «Сплав» поставила финальную партию трубопроводной арматуры для двух АЭС в Китае
 Компания «Атом-Комплект» стала новым резидентом ТОР «Заречный» в Пензенской области
Компания «Атом-Комплект» стала новым резидентом ТОР «Заречный» в Пензенской области