вид
20 Апреля 2024г, Суббота€ — 99.5797, $ — 93.4409
Перед специалистами отдела главного сварщика ООО «Барнаульский котельный завод» была поставлена задача повысить качество и производительность исправления дефектов в отливках по внутреннему диаметру патрубков.
Для решения поставленной задачи была разработана и запатентована сварочная головка, позволяющая выполнять наплавку под флюсом внутри патрубка диаметром от 60 мм, а длина проникновения сварочной головки внутрь изделия может достигать 1 500 мм.
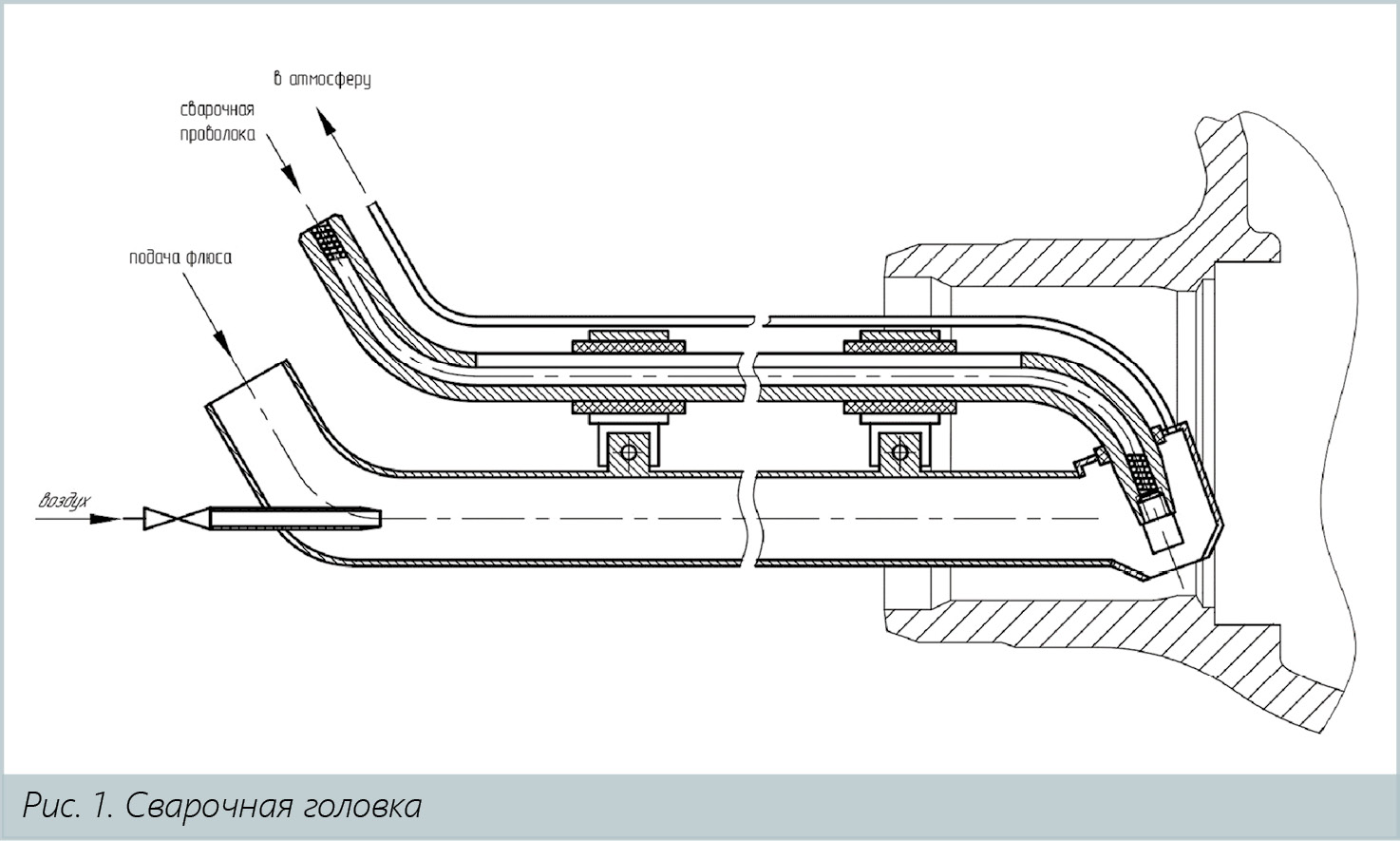
Сварочная головка содержит токопроводящую штангу с токосъемным наконечником, направляющую для сварочной проволоки, и флюсоподающую трубу, соединенную с бункером-питателем и форсункой с регулятором расхода воздуха с одной стороны и приемной воронкой с другой.
К верхней части приемной воронки подключен воздуховод для отвода из зоны сварки потока воздуха, транспортирующего флюс. Принципиальная схема сварочной головки представлена на рисунке 1.

Сварочная головка работает следующим образом: ее закрепляют на сварочной колонне и соединяют с одним из полюсов сварочного источника, бункером-питателем флюса и трубопроводом сжатого воздуха.
Для начала сварочного процесса производят заполнение зоны сварки флюсом. Флюс из бункера-питателя самотеком поступает на вход флюсоподающей трубы, а затем воздушным потоком с помощью форсунки с регулятором расхода воздуха в приемную воронку и далее в зону сварки.
После заполнения зоны сварки слоем флюса инициируют сварочный процесс, т. е. включают сварочный ток, механизм подачи сварочной проволоки (не показан) и перемещают по определенной программе наплавляемое изделие.
Одновременно с помощью регулятора расхода воздуха производят регулировку расхода флюса, который зависит от многих факторов, прежде всего от режимов сварки (сварочного тока, скорости сварки), марки флюса и сварочных материалов.
Внедрение сварочной горелки позволило:
• значительно увеличить производительность наплавки по сравнению с ручной дуговой наплавкой;
• повысить качество наплавленного металла благодаря надежной защите наплавленного слоя от воздействия окружающей среды;
• уменьшить расход присадочного материала в результате исключения потерь на разбрызгивание и уменьшение угара электродного металла;
• улучшить условия труда сварщика за счёт механизации процесса и отсутствия открытой дуги.
В 2018 году на сварочную головку был зарегистрирован патент № 2643762 (рис. 2). Изобретение является интеллектуальной собственностью ООО «Барнаульский котельный завод».
Размещено в номере: «Вестник арматуростроителя», № 4 (60) 2020
 Фото недели: новая трубопроводная арматура АО «ПТПА» будет носить имя почетного...
Фото недели: новая трубопроводная арматура АО «ПТПА» будет носить имя почетного...
 АО «Томский завод электроприводов» активно работает над совершенствованием номенклатуры...
АО «Томский завод электроприводов» активно работает над совершенствованием номенклатуры...
 С площадки АО «ЗЭО Энергопоток» отгружена партия трубопроводной арматуры и другой...
С площадки АО «ЗЭО Энергопоток» отгружена партия трубопроводной арматуры и другой...