вид
5 Мая 2024г, Воскресенье€ — 98.5602, $ — 91.6918

В арматуре, как и в других изделиях машиностроения, узлы и детали должны отвечать обычным требованиям прочности, долговечности и т. д. В то же время, в арматуре в связи с её назначением имеются такие узлы и детали, к которым добавляются требования весьма специфические. Из них отметим два весьма важных.
Во-первых, обеспечивать так называемую ВНЕШНЮЮ ПЛОТНОСТЬ (ГЕРМЕТИЧНОСТЬ). Это означает, что рабочая среда из внутренней полости арматуры не должна выходить во внешнюю (окружающую) среду.
И во-вторых, обеспечивать ВНУТРЕННЮЮ ГЕРМЕТИЧНОСТЬ, при которой ограничивается или полностью перекрывается перетекание рабочей среды из одной части трубопровода в другую, между которыми установлена арматура.Приоритетность этих требований зависит от конкретных функций, которые осуществляет арматура, и от условий эксплуатации.
Так, первоочередным следует считать требование герметичности по отношению к внешней среде при работе со средами взрывоопасными, пожароопасными, радиоактивными и токсичными особенно в закрытых помещениях.
В других случаях наиболее важной становится герметичность в запорном органе, т. к. пропуск во внешнюю среду обычно нетрудно обнаружить и ликвидировать, а пропуск внутри арматуры в условиях её эксплуатации непросто даже обнаружить, не говоря о сложной и трудоёмкой работе по его устранению.
В то же время, в ряде случаев (например, при работе с природным газом, в условиях вакуума, в контурах реакторов атомных электростанций и др.) должна быть обеспечена надежная абсолютная герметичность (как внешняя, так и внутренняя).
Разумеется, можно для любых условий эксплуатации требовать герметичность как в последнем случае – и внешнюю, и внутреннюю. Но при этом не следует забывать, что предъявляемые требования должны быть оптимальными и экономически обоснованными.
Проблемы обеспечения герметичности решаются как в конструкции арматуры (форма и материалы уплотнительных поверхностей запорных органов), так и в технологии её изготовления. Требования по герметичности, конкретные для каждого изделия, устанавливаются техническими условиями на изготовление арматуры.При этом строго оговариваются Методы испытаний на герметичность и показатели, которые позволяют считать выпускаемое изделие годным к эксплуатации.
Герметичность по отношению к внешней среде
Прежде, чем рассмотреть, каким образом может нарушаться внешняя плотность (герметичность) и как с этим бороться, ознакомимся с основными деталями арматуры, причастными к этим вопросам.
Таких деталей, как правило, три: корпус, крышка и шпиндель (шток). С точки зрения обеспечения внешней герметичности интерес прежде всего представляют корпус и крышка или как иногда их называют – корпусные детали. Именно во внутренних полостях этих деталей находится рабочая среда под давлением.
В зависимости от условий эксплуатации (давление, температура, область применения) и серийности производства корпусные детали выполняются из заготовок, получаемых различными технологическими способами. Среди них – разные методы литья, штамповка, ковка, сварка. И здесь особо важное значение приобретает качество материала, из которого изготовлены эти детали. Отклонения в производстве от принятой технологии могут приводить к появлению в материале таких дефектов как поры, трещины, рыхлости. Эти дефекты в материале корпусов и крышек не только уменьшают их прочность, но и открывают рабочей среде выход из внутренней полости арматуры, тем самым нарушая плотность по отношению к внешней среде.
Движущиеся детали затвора обычно входят в корпус арматуры через крышку. Такими деталями являются шпиндель или шток. Для управления затвором арматуры шпиндель перемещается при помощи резьбовой пары, совершая вращательно-поступательное или возвратно-поступательное без вращения движение. Штоки перемещаются только возвратно-поступательно для управления арматурой при помощи пневматических или гидравлических приводов. Характер перемещения этих деталей имеет важное значение для выбора конструктивных способов герметизации соединения крышка-шпиндель (шток).
Подвижное соединение штока или шпинделя с крышкой и неподвижное – крышки с корпусом требуют особого внимания с точки зрения обеспечения герметичности.
Герметичность неподвижного соединения корпуса с крышкой решается достаточно просто и надёжно, как правило, при помощи прокладок. Герметичные соединения штока (шпинделя) с крышкой требуют более сложных конструктивных и технологических решений, которые будут рассмотрены ниже.
Отметим, что некоторые типы арматуры (например, краны) не имеют крышек. Тогда имеется только подвижное соединение штока с корпусом. В других случаях автоматически срабатываемая арматура (например, обратные клапаны, конденсатоотводчики) не имеют таких деталей затвора, которые выходят из крышки наружу. Тогда имеется только неподвижное соединение корпуса с крышкой.
Таким образом, вопросы обеспечения внешней плотности решаются индивидуально для каждого конструктивного типа арматуры.
Имеется ещё одно соединение, влияющее на внешнюю плотность. Это соединение корпуса с трубопроводом. Здесь применяются различные конструктивные решения в зависимости от условий эксплуатации.
Итак, какие существуют возможности выхода рабочей среды из внутренних полостей арматуры в окружающую среду? Таких возможностей несколько:
ДЛЯ ИСКЛЮЧЕНИЯ ПРОПУСКА СРЕДЫ ЧЕРЕЗ ДЕФЕКТЫ В МАТЕРИАЛЕ И СВАРНЫХ ШВАХ при выпуске с завода-изготовителя каждое изделие испытывается на прочность и плотность материала. Такие испытания предусмотрены Государственными стандартами и техническими условиями на изготовление. Общее правило состоит в том, что испытания являются гидравлическими, давление воды в полтора раза превышает давление номинальное (условное), т. е. Рпр = 1,5 РN. При этом пропуск воды или «потение» через металл и сварные швы не допускаются.
Однако изделия, предназначенные для газообразных, взрывоопасных, легковоспламеняющихся и токсичных сред, по требованию потребителя дополнительно испытываются на плотность материала и сварных швов воздухом давлением PN или Рр. В некоторых случаях испытания на плотность изделий для нефтепродуктов могут испытываться керосином давлением PN.
В особо ответственных случаях (например, арматура для химических производств, атомных электростанций и др.) испытания существенно усложняются, применяются рентгеноскопические, ультразвуковые и магнитные методы дефектоскопии.
Дефекты, обнаруженные при испытаниях, могут исправляться «лечением» в строгом соответствии с требованиями технических условий.
Соединение корпус-крышка
ГЕРМЕТИЧНОСТЬ СОЕДИНЕНИЯ КОРПУСА С КРЫШКОЙ обеспечивается при помощи установленной между ними прокладки, которая обычно изготавливается из паронита.
Обжатие прокладки в арматуре малых проходов происходит за счет резьбового соединения корпуса с крышкой. Наиболее часто в арматуре больших проходов для этой цели применяется фланцевое соединение, где прокладка обжимается за счет затяжки болтов или шпилек фланцев.
Наряду с неметаллическими прокладками в арматуре для высоких давлений и температур применяются прокладки из металла, а также прокладки комбинированные (мягкая сердцевина из асбеста, облицованная листовым материалом из алюминия, малоуглеродистой или коррозионностойкой стали).
В энергетической арматуре применяется также бесфланцевое соединение корпуса с крышкой. В таких соединениях происходит самоуплотнение прокладок от усилия, которое создается давлением рабочей среды на крышку. Для герметизации такого соединения используются кольцевые набивки из уплотнительных материалов.
Независимо от конструктивного исполнения герметичность соединения корпус-крышка испытывается при выпуске арматуры водой давлением, равным РN.Пропуск воды при таком испытании не допускается.
Уплотнение по шпинделю (штоку)
ГЕРМЕТИЧНОСТЬ ПОДВИЖНОГО СОЕДИНЕНИЯ КРЫШКИ или КОРПУСА С ШПИНДЕЛЕМ (ШТОКОМ) может обеспечиваться различными способами, которые позволяют разделить всю арматуру на две основные группы: сальниковую и бессальниковую. Последняя в свою очередь подразделяется на сильфонную, мембранную и шланговую.
Принципиальное различие между ними в следующем: САЛЬНИКОВАЯ АРМАТУРА при простоте конструктивного и технологического исполнения не обеспечивает в эксплуатации долговременной стопроцентной герметичности особенно при частом срабатывании затвора арматуры. Со временем герметичность нарушается, возникает пропуск рабочей среды в атмосферу, требуется проведение регламентных ремонтных работ для его недопущения или прекращения. Однако при этих недостатках сальниковая арматура, как более дешевая, широко используется, где это допустимо по условиям эксплуатации. Кроме того, в ряде случаев применение других известных способов герметизации неосуществимо по их конструктивным особенностям.
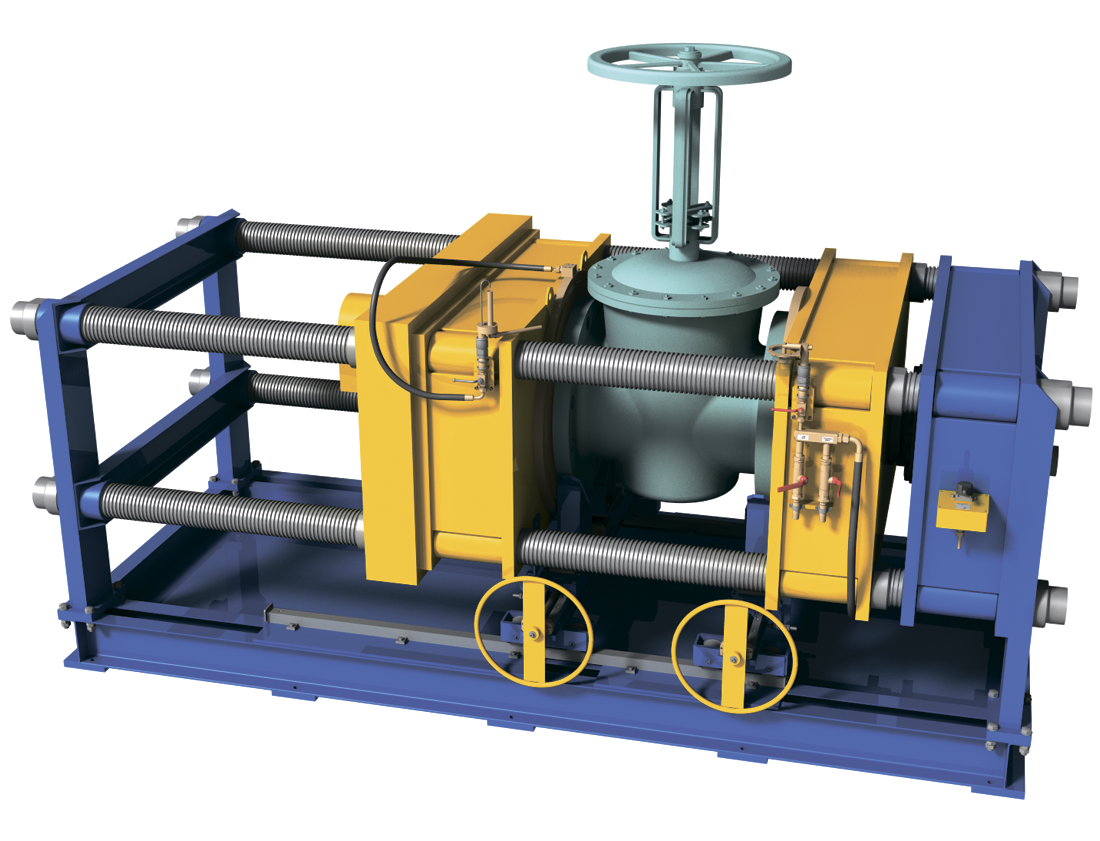
БЕССАЛЬНИКОВАЯ АРМАТУРА обеспечивает такую внешнюю герметизацию, при которой выход рабочей среды полностью исключен. Срок службы таких устройств определяется показателями надежности основного элемента – сильфона, мембраны, шланга. По сроку службы, а также по количеству циклов срабатывания без нарушения герметичности бессальниковая арматура существенно превосходит сальниковую, однако уступает ей по экономическим показателям. Поэтому бессальниковая арматура, особенно сильфонная, используется лишь в тех случаях, когда пропуск среды через сальник абсолютно недопустим.
Более подробная информация представлена в следующих видеороликах: