вид
14 Июля 2026г, Вторник€ — 87.5781, $ — 76.6213




Основополагающими объектами оптимизации любого действующего литейного производства являются:
1. Плавильная печь. Сердцем любого литейного производства является плавильная печь, ее максимальные объемы подготовки расплава. Она должна задавать ритм работы всего технологического оборудования. Сокращая время полного цикла подготовки расплава за счет оптимальных условий производства (подготовка шихты, режимы плавки, наличие «болота» и т. п.), можно получать больший объем расплава за определенный цикл работы. Отклонение от заданных временных параметров подготовки расплава по любой из вышеперечисленных причин приводит к снижению производительности всего производства.

2. Литейная технология. Разработка литейных технологий на производимую продукцию с учетом расчетных данных на литниково-питающую систему, припусков на механическую обработку, уклонов и т. д. может привести к снижению металлоемкости форм на 5-15 %. Снижение металлоемкости форм дает возможность изготовить большее количество литейных форм под каждую из плавок, соответственно снижая себестоимость производимого литья. Высокий уровень технологической проработки оснастки на выпускаемую продукцию также является одним из главных условий бездефектного производства.
3. Расходные материалы и режимы производства. Использование нормативных, качественных расходных материалов, применение требуемых режимов производства форм позволяют многократно снизить объемы существующего брака. Понимание влияния технологических параметров на качество отливок и объемы получаемого брака техническим персоналом предприятия, а также принятие ими мер по обеспечению производства соответствующими расходными материалами повысит качество выпускаемой продукции, сократит существующие издержки.
4. Организация производства. Углубленная проработка организационных вопросов, связанных с оптимальной (равномерной) загрузкой работников своевременным обеспечением производства сырьем и материалами, отгрузкой полученной продукции и т. п., позволяет сократить непредвиденные межоперационные простои, снизить трудоемкость выполняемых работ и количество обслуживающего персонала.

5. Технологическое оборудование. Основой работы любого литейного комплекса являются технические возможности технологического оборудования и оснастки. Технические параметры используемого оборудования определяют временные циклы выполнения каждой из операций. При отсутствии технологической проработки последовательного цикла производства отливок существующие базовые характеристики работы оборудования, как правило, не синхронизуются с работой плавильных печей, что приводит к неритмичной работе всего производства, вынужденным простоям и снижению его производительности.
К сожалению, большинство современных литейных предприятий, использующих технологию вакуумно-пленочной формовки, даже при жестком контроле такого производства не могут достичь планируемых показателей по производительности и качеству выпускаемой продукции.
Проведение системного анализа цепочки такого производства с выявлением проблемных, узких мест, как в техническом, технологическом, так и организационном плане, позволят оптимизировать работу любого действующего литейного предприятия.
Циклическая повторяемость выполняемых операций в условиях серийного и массового производства, особенно для автоматических линий, с учетом установленных временных ограничений на каждую из операций, позволяет рассмотреть последовательность их выполнения. Для этого необходимо построить циклограмму действующего производства (рис. 5). Одновременное выполнение целого ряда операций, а также совмещение операций и циклов производства друг с другом, отражаемых при построении циклограммы, выявляют самые нагруженные временные участки производства с максимальным количеством привлеченных работников и перегрузкой работы отдельных видов оборудования.
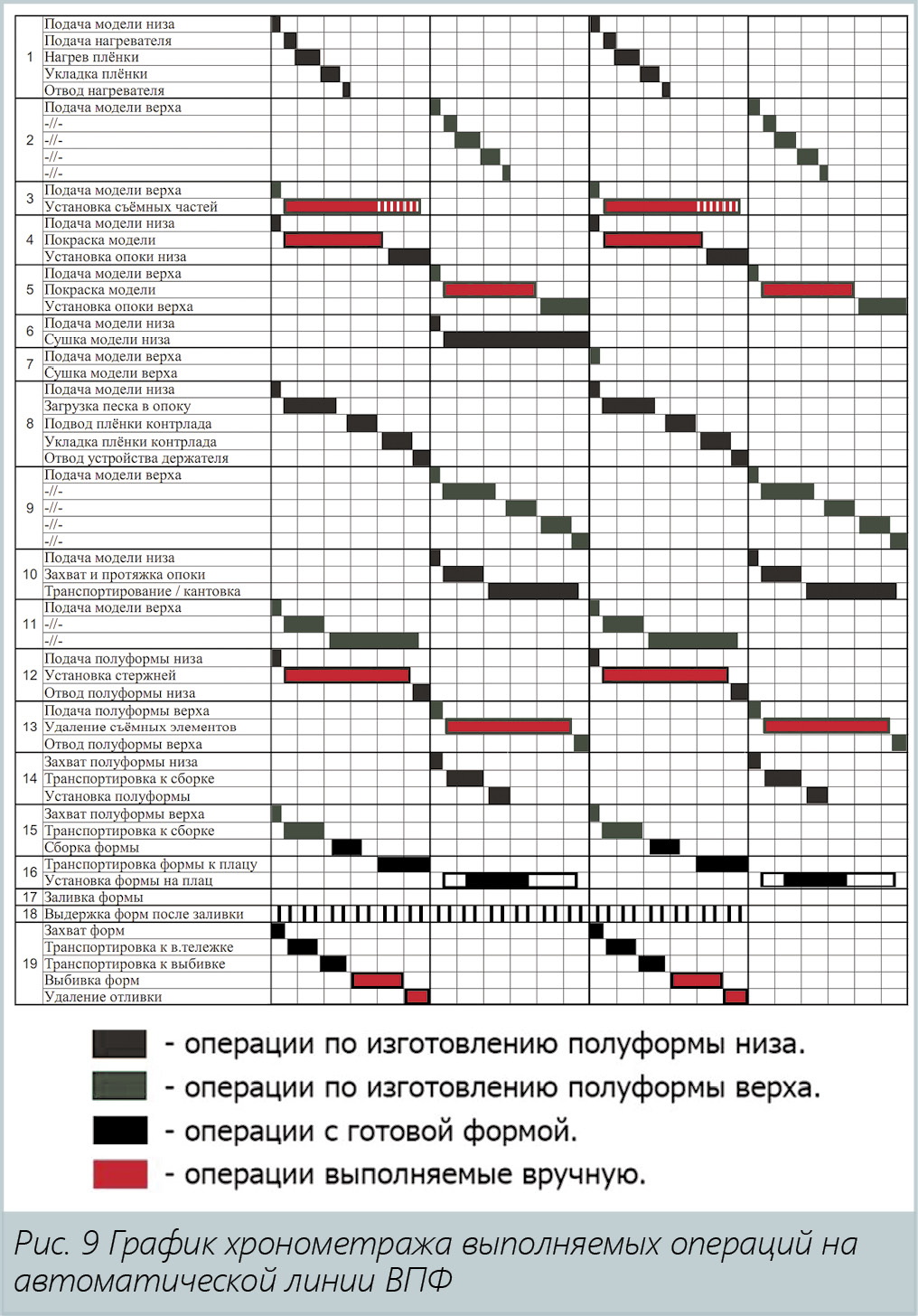
Дальнейшее проведение хронометража выполнения каждой из операций (рис. 9) путем их членения на составляющие последовательные элементы, выполняемые в ручном либо автоматическом режиме, с выявлением фиксажных точек, позволяет получить необходимые данные структуры текущего производства. В процессе проведения хронометража описываются факторы, влияющие на продолжительность выполнения каждой из операций, причины формирования пиковых нагрузок оборудования и равномерность загрузки работников.

На основе полученных данных осуществляется анализ текущей ситуации с разработкой плана мероприятий устранения проблем. Сравнение норм времени выполнения каждой из операций, установленных методом технического расчета (либо установленных норм времени на отдельные операции) и фактических данных производства, позволяет выявить существующие резервы. Имеющиеся возможности совмещений и перекрытий по времени определенных элементов технологических операций, без нарушения последовательности их выполнения, позволяют разработать их нормальную структуру с равномерной загрузкой оборудования и работников.
При частичной загрузке работников на любой из операции, что может приводить к их нерациональным действиям, в процессе отработки последовательности выполнения работ применяются решения по дозагрузке работников на смежных по времени операциях. В условиях пиковых загрузок работы некоторых видов оборудования, приводящих к его частым простоям по вине существующих недоработок такого оборудования, либо использования не соответствующих расходных материалов, либо пресловутого человеческого фактора, принимаются решения по частичной разгрузке таких операций.

Такими решениями могут являться: отладка режимов производства; установка дополнительных механизмов, ускоряющих процесс выполнения операций; перевод выполнения части операции на другую, менее загруженную позицию; приобретение более качественных расходных материалов и т. д. Конечной целью принимаемых решений должно быть снижение производственных затрат, проработка равномерной загрузки работников, повышение качества выпускаемой продукции при максимальной загрузке литейных мощностей.
На имеющейся базе ориентировочных данных выполнения операций на одной из автоматических линий ВПФ рассмотрим возможность оптимизации работы нескольких операций и имеющиеся способы их реализации.
1. Расчетная производительность автоматической линии – 10 форм в час (рис. 1).
2. Размер опок в свету – 1500*1500*400/1100 (рис. 2).
3. Формовочная установка 6-позиционная – 1 шт.
4. Заливочный плац – на 20 форм (рис. 3).
5. Производимая продукция – корпусные отливки деталей запорной арматуры (рис. 4).
Циклограмма работы описываемого литейного производства (рис. 5) показывает последовательность выполнения каждой из операций по изготовлению литейных форм и получению отливок. Главным видимым недостатком работы такой линии являются ее вынужденные простои в процессе заливки форм расплавом. В связи с этим при нормативном цикле производства форм 6 минут достигнуть расчетной производительности, равной 10 формам в час, невозможно.
Конструктивное решение имеющегося заливочного плаца (рис. 3), а также используемая программа управления потоками перемещения форм (рис. 6, рис. 7, рис. 8) не позволяют одновременно изготавливать формы и производить заливку уже готовых форм. Кроме этого, допустимое время выдержки форм до выбивки при существующей производительности и имеющемся заливочном плаце на 20 форм должно составлять не более 20 минут. Такой режим выдержки форм не позволяет получать массивные отливки, требующие более длительного времени на кристаллизацию расплава.
При этом используемый размер опок позволяет отливать крупногабаритные, массивные отливки, но уже в ручном режиме управления, с более низкой производительностью. Существующие конструктивные ограничения автоматической линии ВПФ и номенклатура производимого литья не позволяют синхронизировать ее работу с цикличностью выпуска расплава плавильной печи, что влечет за собой значительное повышение затрат на выпускаемую продукцию.
Для выявления существующих резервов производства и более углубленного анализа рабочего времени проводится хронометраж выполнения операций. При проведении хронометража замеряют время выполнения каждой операции последовательно и составляют график. На базе полученных данных проводится анализ результатов с подготовкой (разработкой) мероприятий по устранению проблемных мест производства.
Для понимания самого процесса предлагается хронометраж выполнения нескольких операций по изготовлению литейных форм (рис. 9), составленный на основании имеющихся ориентировочных данных представленной линии ВПФ (рис. 1).
Анализ данных хронометража выполнения операций показал:
1. Наличие резерва времени при облицовке моделей.
2. Неполноценную загрузку работников, задействованных на операциях.
3. Неравномерное количество работников, одновременно участвующих в операциях.
4. Недостаточное время на покраску высоких моделей.
5. Ограниченное время на сушку высоких моделей.
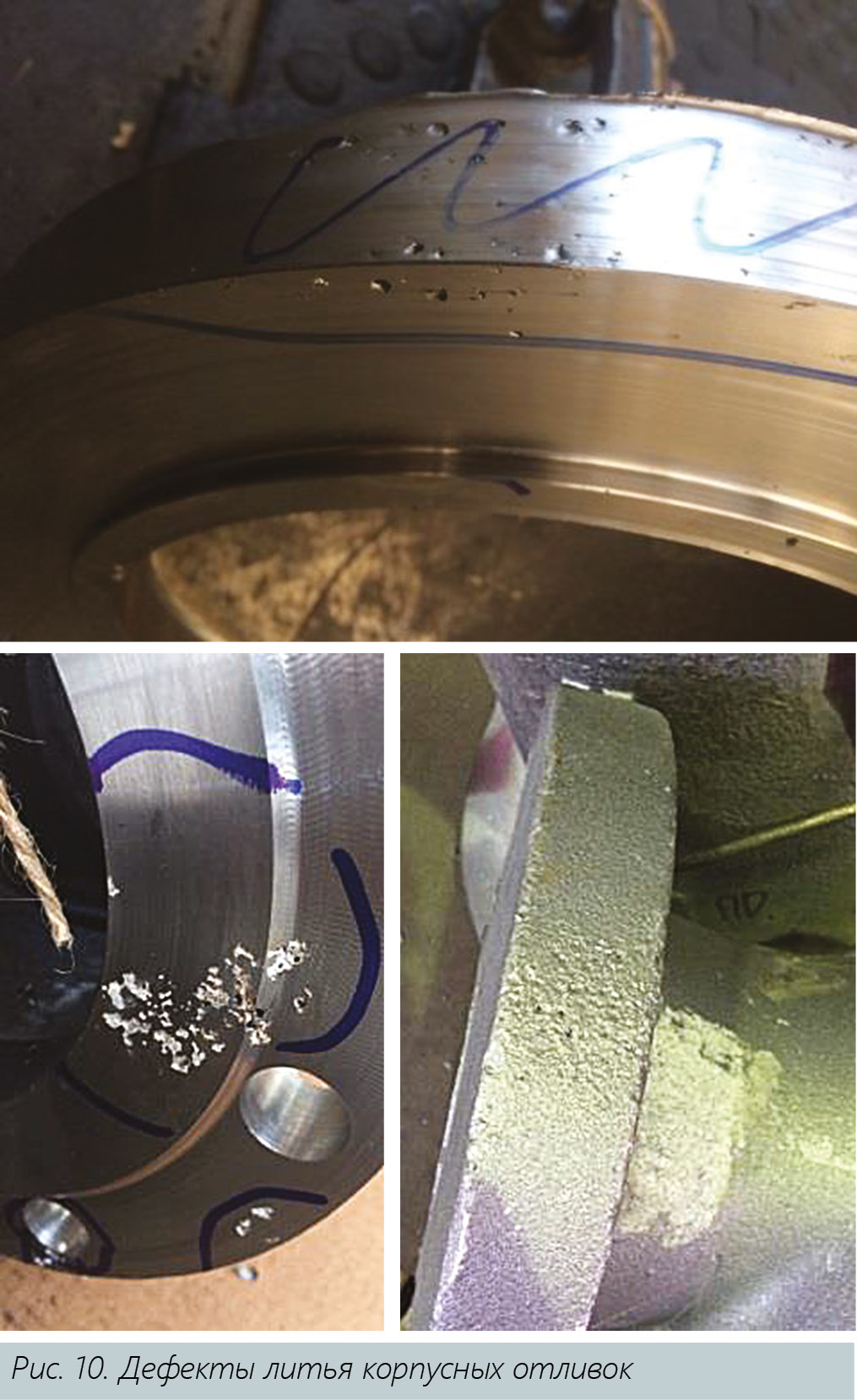
Значительное количество производимых отливок на данном производстве имеет дефекты в виде раковин и засоров (рис. 10). Одними из главных факторов, влияющих на их образование, являются неполноценная покраска моделей и неполная сушка краски.
Для подготовки мероприятий по оптимизации процесса производства необходимо сопоставить данные хронометража по смежным операциям и на основе имеющегося опыта проработать решения по устранению проблемных мест. К примеру, для данных по этому хронометражу.
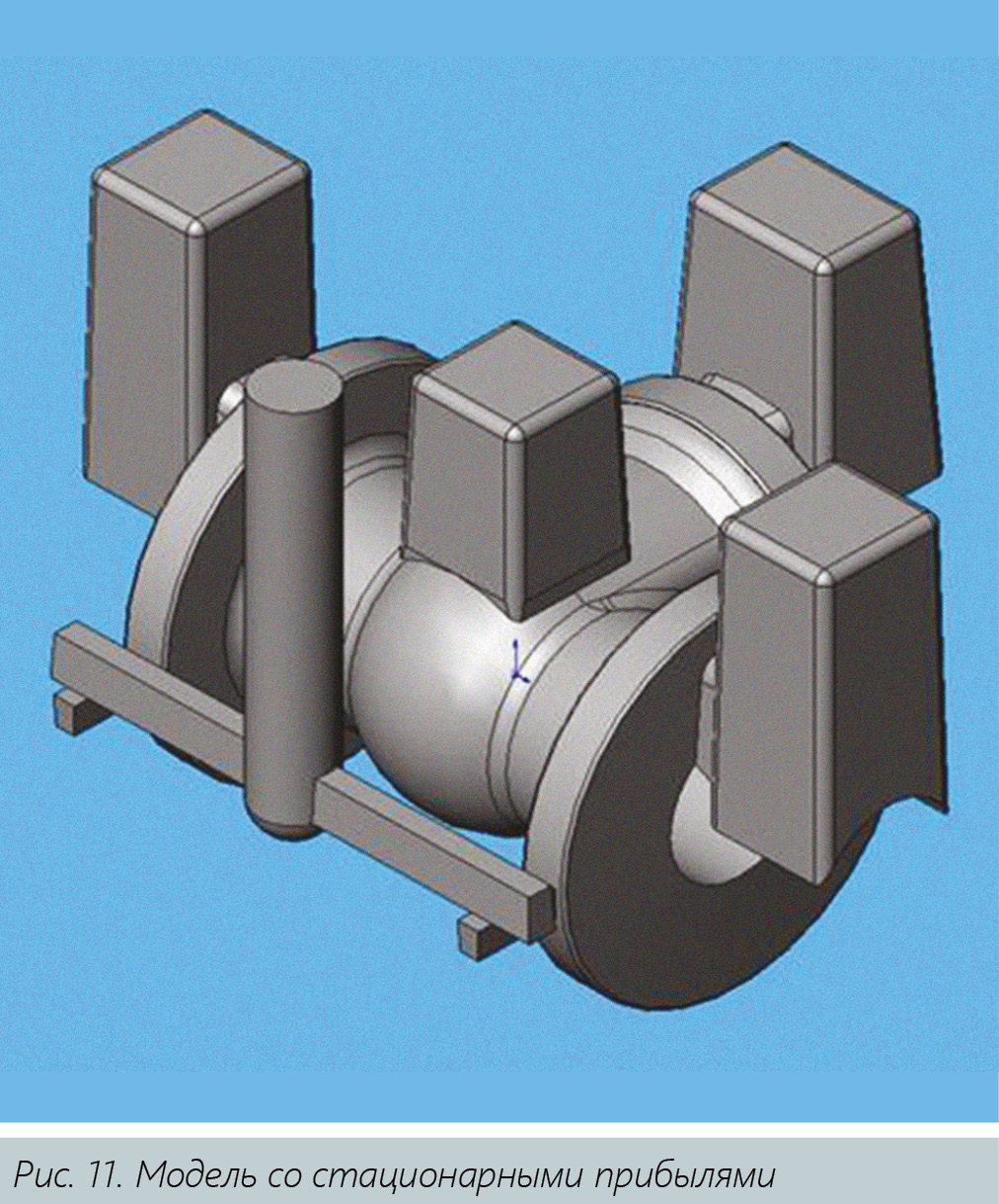
На установку съемных элементов модели верха, а это прибыли, выпоры и стояк, выделен полный цикл работы формовочной карусели, ориентировочно 160 секунд (за вычетом времени на поворот карусели). Использование прибылей и выпоров с обратным конусом (рис. 11) вместо существующих съемных элементов (рис. 12) позволит облицовывать модели со стационарными прибылями (выпорами).
Такой технологический подход даст возможность установки только одного съемного элемента – стояка. Время установки одного элемента составит не более 60 секунд. Наличие резерва времени практически в 90 минут на операциях облицовки моделей позволит производить установку стояка на позиции облицовки (рис. 13).
В этом случае на формовочной карусели высвобождается позиция установки съемных элементов и операцию по покраске форм можно перевести на нее. Перенос позиции покраски моделей (операция выполняется вручную) позволяет увеличить время на эту операцию (на время установки опоки), создавая условия для более качественной покраски сложных высоких моделей. Кроме того, такое решение приводит к возможности сушки сложных моделей на двух позициях – покраски и сушки (рис. 14). Увеличение времени сушки позволит удалить остаточную влагу с покрытия, особенно в сложных местах модели, где образуются подтеки краски.
На графике хронометража (рис. 9) видно, что на операциях, выполняемых вручную, задействовано одновременно разное количество работников: цикл от 0 до 3 мин. – 4 работника; цикл от 3 до 6 мин. – 2 работника. Вышеописанные изменения позволят задействовать на этих операциях равное количество рабочих – по 3 работника.
Выполнение детального анализа последующих операций (в данной статье не проводится) позволит принять дополнительные решения по оптимизации всего процесса производства, снизить трудоемкость выполняемых операций, повысить производительность и качество выпускаемой продукции, сделать оптимальную загрузку работников без простоев.
Теоретическая возможность выполнения работ на формовочном участке линии в процессе заливки форм есть. Существующее время всех транспортных потоков на заливочном плацу, подача форм на заливку, транспортирование залитых форм на выбивку, а также фактическое время заливки форм позволяют (по резерву времени) перед заливкой переустанавливать готовые формы в зону, примыкающую к выбивной тележке (рис. 8). Такое решение требует перепрограммирования работы всего комплекса оборудования линии. В этом случае заливка форм будет производиться только в конечной части заливочного плаца (рис. 7), что позволит одновременно производить формовку и подачу форм на ее начальную часть.
Одним из условий такой работы является наличие необходимых мощностей «по вакууму», то есть производительность вакуумной станции. Максимальное потребление «вакуума» происходит при заливке форм расплавом и одновременном выполнении операций по их изготовлению, что может привести к недопустимому падению разряжения. Кроме этого, необходимо обеспечить резерв опок после выбивки для своевременной их подачи на формовочную карусель.
Наиболее рациональным решением вопроса бесперебойной работы линии является замена стационарного заливочного плаца (рис. 3), к примеру, на роликовый или пластинчатый конвейер (рис. 15). Такое решение позволит производить транспортировку, заливку, выдержку и выбивку форм на конвейере одновременно, при существенном сокращении времени выполнения транспортных операций.
Разработка и выполнение полного комплекса мероприятий на этом конкретном предприятии при существующих объемах заказов позволит повысить производительность линии не менее чем в 1,5 раза. Принятие решений по замене опоки верха на другой размер (с 1100 мм до 400 мм), а также организация участка для крупных отливок запорной арматуры на базе имеющейся оснастки дадут возможность дополнительно снизить затраты производства и сделать его высокорентабельным.

Использование резервов, существующих на любом из литейных предприятий, дает возможность без особых затрат на перевооружение производить продукцию более высокого качества, в больших объемах при снижении материальных и эксплуатационных затрат.
Анализ работы предприятия проведен для операций, выполняемых на формовочной карусели, на базе ориентировочных данных, имеющихся у автора.

Размещено в номере: «Вестник арматуростроителя», № 1 (63)




 Делегация АО «Арзамасский приборостроительный завод им. П. И. Пландина» провела рабочие...
Делегация АО «Арзамасский приборостроительный завод им. П. И. Пландина» провела рабочие...
 Производство трубопроводной и ёмкостной арматуры в Москве увеличилось более чем в 6 раз
Производство трубопроводной и ёмкостной арматуры в Москве увеличилось более чем в 6 раз
 Завод «Тяжмаш» изготовил и поставил оборудование для строящейся Нихалойской ГЭС в Чечне
Завод «Тяжмаш» изготовил и поставил оборудование для строящейся Нихалойской ГЭС в Чечне

















