вид
12 Июля 2025г, Суббота€ — 91.1201, $ — 77.8855
Средства антикоррозийной защиты
Одна из основных проблем при эксплуатации промысловых трубопроводов заключается в выходе оборудования из строя по причине коррозии. Для повышения надежности и увеличения срока эксплуатации промысловых трубопроводов применяются различные способы борьбы с коррозией.
Наиболее широкое распространение сегодня получила технология производства стальных труб с внутренними полимерными покрытиями. Покрытия дают надежную защиту от коррозии, но при этом остается открытым вопрос о защите сварного соединения.
Такая защита может быть обеспечена различными способами:
• нанесение покрытия на внутреннюю поверхность соединений труб после их соединения сваркой;
• наплавление на внутреннюю поверхность концов труб коррозионностойкого материала;
• установка втулок защиты сварного шва;
• плакирование внутренней поверхности концов труб наконечниками из коррозионностойкой стали.
Помимо этого, можно использовать соединения труб без теплового воздействия на материалы труб и покрытия: фланцевое, муфтовое (разъемное или неразъемное) и раструбное (разъемное или неразъемное).
Нанесение покрытий на внутреннюю поверхность соединений труб после сварки
Нанесение антикоррозионных покрытий на внутреннюю поверхность соединений труб после сварки достаточно дорогой и трудоемкий процесс. На качество реализации этой технологии защиты влияет множество факторов:
• подготовка внутренней поверхности околошовной зоны сварного соединения;
• нанесение антикоррозионного покрытия в различных погодных условиях и условиях местности;
• сложность нанесения на трубопроводы малых диаметров.
Наплавление на внутреннюю поверхность концов труб коррозионностойкого материала
Технология защиты сварного соединения труб с внутренним покрытием при помощи наплавок из коррозионностойких сплавов металла на внутреннюю поверхность концов труб оказалась малоэффективной. Сущность способа заключается в том, что на трубу с внутренним антикоррозионным покрытием напыляется металлизационное покрытие из хромоникелевого сплава.
Данная технология имеет несколько недостатков:
• на участке перехода от наплавки к металлу труб покрытие труб, перекрывающее наплавку из коррозионностойких сплавов, быстро разрушается по причине плохой адгезии полимерных материалов к высоколегированным сплавам. Это приводит к контакту металла труб и наплавки с транспортируемой средой и, как следствие, возникновению электрохимической коррозии;
• качество формирования защитного покрытия в процессе сварки носит довольно случайный характер и не поддается управлению, а также присутствует большая вероятность возникновения электрохимической коррозии, которая возникнет в случае появления незащищенного участка сварного шва.
Защита с использованием втулок
Широкое распространение в нефтегазодобывающей промышленности получила защита сварных соединений труб с внутренними антикоррозионными покрытиями при помощи втулок защиты сварного шва.
Несмотря на разнообразие предлагаемых производителями конструкций втулок, многим присущи одни и те же недостатки:
• применение втулок защиты сварного шва с использованием мастики предусматривает необходимость приготовления и нанесения мастики в полевых условиях, а также необходимо оставлять отверстие для выхода газов, образующихся при сварке, с целью предотвращения выдавливания герметика. В свою очередь увеличивается технологическое время пуска смонтированного трубопровода в эксплуатацию, что связанно со временем полимеризации мастики;
• как правило, на втулки защиты сварного шва нанесено антикоррозионное покрытие, которое от термического воздействия тепла сварки может разрушаться. Для того чтобы защитить внутреннее покрытие, втулку отдаляют от зоны сварного шва, в результате чего происходит сужение трубопровода. Это приводит к повышению гидравлических потерь и затруднению очистки трубопроводов очистными устройствами;
• для защиты от разрушения внутреннего покрытия от тепла сварки крепление втулки в трубопроводе осуществляется с помощью упоров в нескольких точках. Данный способ имеет низкую надежность крепления, также возможен срыв втулок потоком транспортируемой среды в трубопроводах с большим давлением;
• возможна потеря герметичности на трубопроводах с высокими давлениями.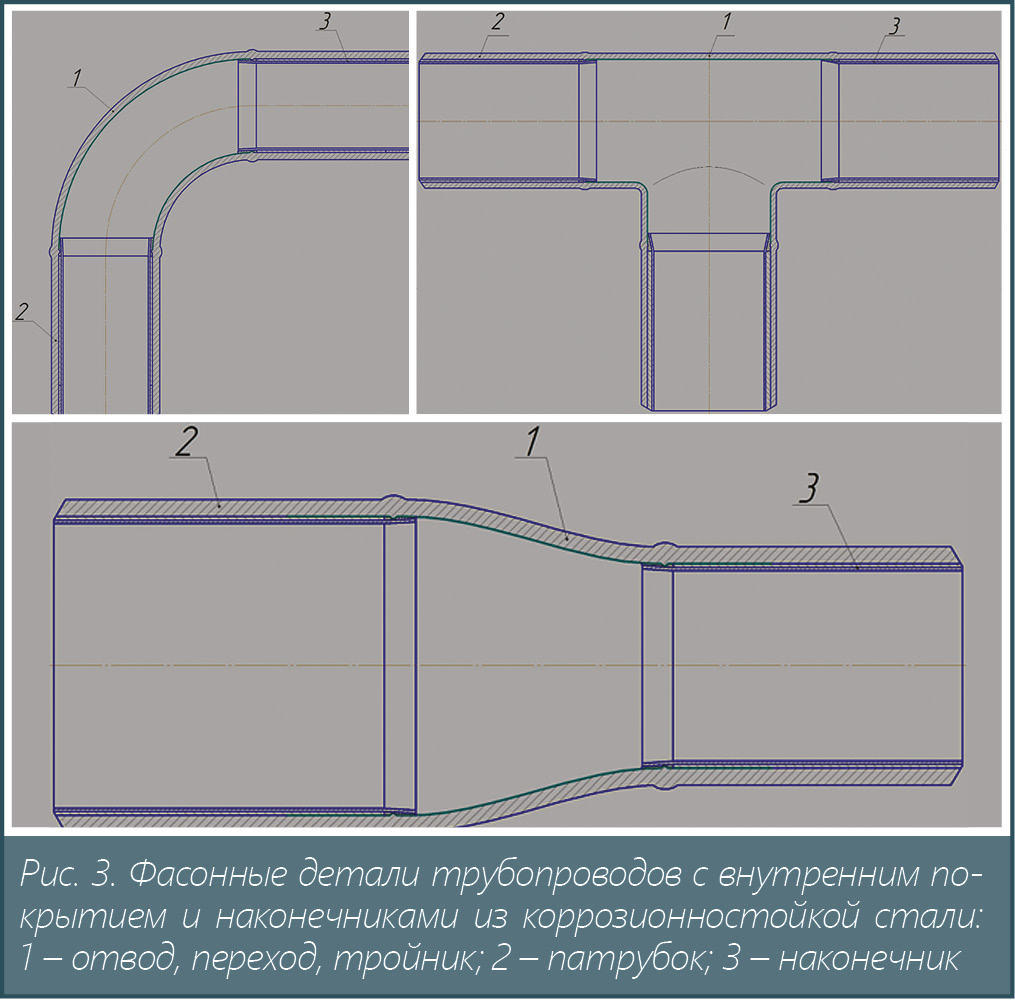
Защита с использованием наконечников
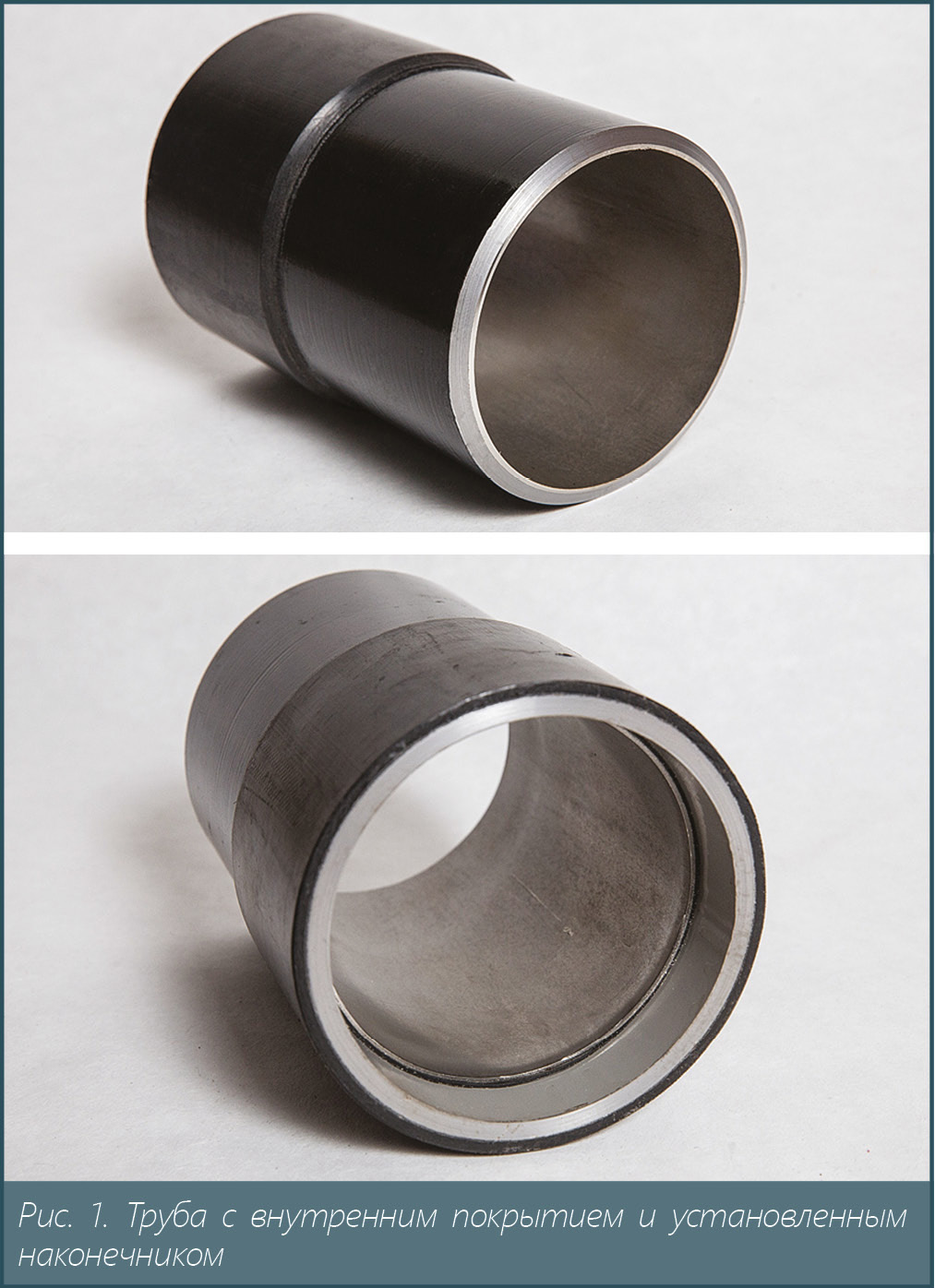
Разработанная специалистами ООО «Инженернопроизводственный центр» в 2015 году технология защиты сварных соединений при помощи наконечников была доработана (рис. 1). В результате было разработано специальное оборудование для установки наконечников в цеховых и полевых условиях.
Технологический процесс установки наконечника достаточно прост, не требует использования дорогостоящего оборудования и привлечения специалистов высокой квалификации.
Суть процесса заключается в раздаче усилием гидропресса наконечника из коррозионностойкой стали в радиальном направлении до его закрепления на конце трубы. Резиновое кольцо, установленное на наконечнике, обеспечивает герметичность всей конструкции. Данная технология предусматривает использование силиконовых резиновых смесей, выдерживающих температуру до 250 °C. Процесс установки наконечника на конце трубы занимает не более 3 мин в полевых условиях.
Соединение трубопроводов в данном случае осуществляется по общепринятой схеме с использованием сварки двухслойных сталей, при которой концы обечаек из коррозионностойкой стали соединены электродами для нержавеющих сталей, а концы труб сварены электродами для углеродистых и низколегированных сталей.

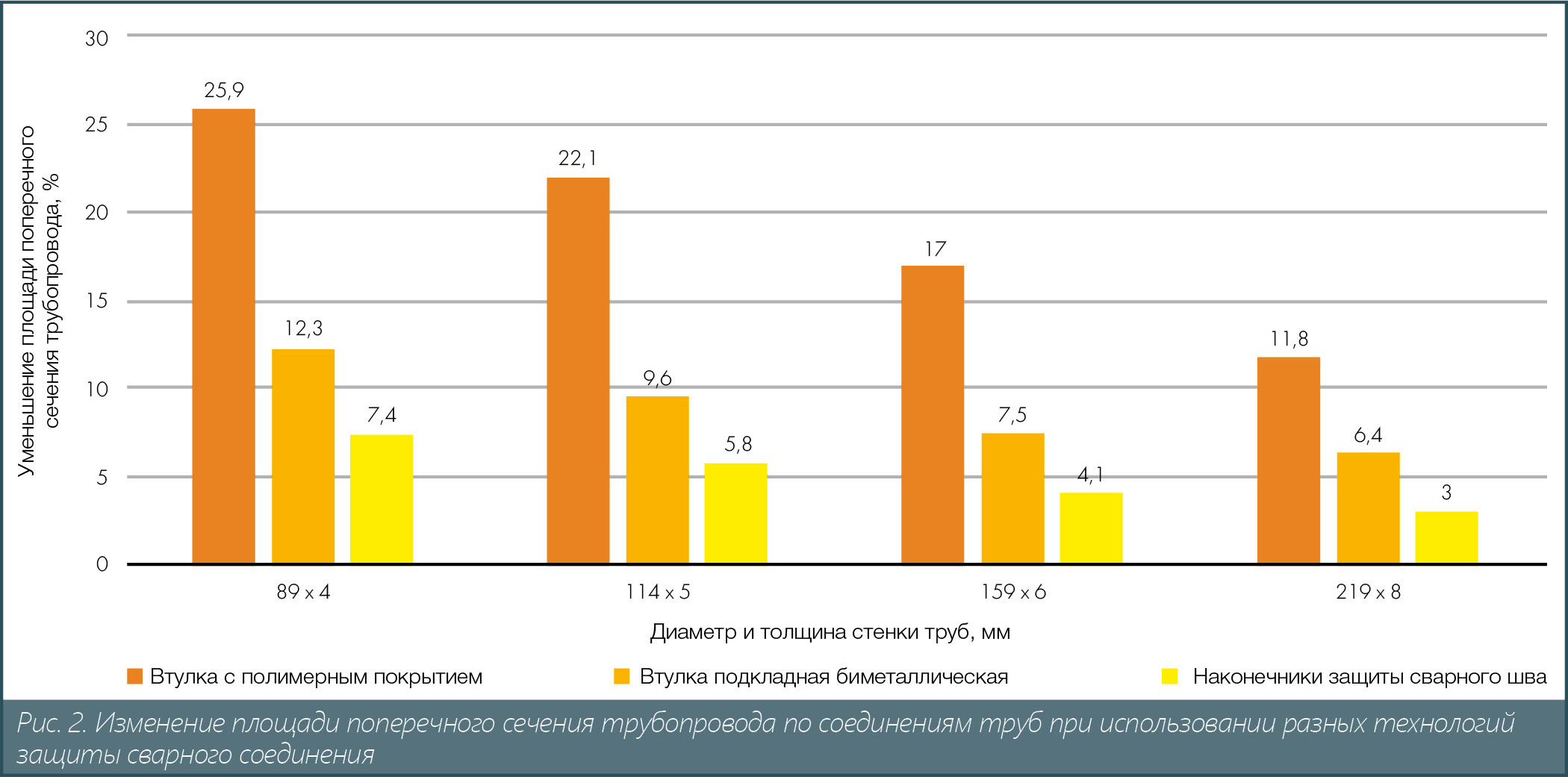
Площадь поперечного сечения трубопровода по соединениям труб при применении данной технологии сокращается значительно меньше, чем в случае применения втулок защиты сварных швов (рис. 2). Это позволяет существенно снизить гидравлические потери и дает возможность для проведения механической очистки трубопроводов при помощи очистных устройств.
Данная технология может также использоваться для защиты фасонных деталей трубопроводов (рис. 3). Способ ее применения при этом аналогичен описанному выше.
Проведение лабораторных испытаний
В 2015-2018 гг. ООО «ИПЦ» совместно с независимыми лабораториями были проведены дополнительные испытания и исследования наконечников для труб с внутренними покрытиями. В 2018 г. совместно с ООО «Научно-производственный центр «Самара» были проведены испытания трубного образца производства ООО «ИПЦ» диаметром 114 х 6 с внутренним антикоррозионным покрытием с центрально расположенным сварным швом и наконечниками из коррозионностойкой стали.
Гидравлические испытания. В зоне сварного шва выполнили контрольные отверстия. Последовательно поднимали давление от 2 МПа до 15 МПа с шагом 2 МПа и выдержкой 10 мин, а затем при давлении 15 МПа произвели выдержку 420 мин. Отсутствие утечек испытательной жидкости через контрольные отверстия. Трубный образ выдержал испытания гидравлическим давлением 15 МПа (рис. 4).
Механические испытания. Из трубного образца с центрально расположенным сварным швом и наконечниками из коррозионностойкой стали были изготовлены пластины для проведения механических испытаний сварного соединения согласно ГОСТу 6996-66.
Были проведены испытания:
• шва на разрыв – место разрушения образца по основному металлу;
• на изгиб корнем внутрь (заданный угол 120°) – образование трещин не наблюдалось;
• на изгиб корнем наружу (заданный угол 120°) – образование трещин не наблюдалось (рис. 5). Образцы успешно прошли механические испытания согласно ГОСТу 6996-66.

Выводы
Таким образом, разработанная ООО «ИПЦ» технология защиты сварных соединений с использованием наконечников нашла широкое применение среди нефтяных компаний Российской Федерации и обладает рядом преимуществ:
• не требует приготовления и нанесения мастики в полевых условиях;
• обеспечивает минимальное сужение проходного сечения трубопровода в зоне сварного соединения;
• может применяться в условиях широкого диапазона температур – от –60 до +250 °С благодаря применяемым при производстве наконечников материалам (нержавеющая сталь и резиновые с температурой эксплуатации до 250 °С);
• возможность применения механической очистки трубопровода;
• допускает механические нагрузки – удары, изгибы, кручения при монтаже и в процессе эксплуатации трубопроводов;
• возможность применения на высоконапорных трубопроводах.
ООО «Инженерно-производственный цент» основано в 1988 году. С момента создания предприятие специализируется на разработке и внедрении в производство оборудования и технологий, повышающих срок службы трубопроводов при эксплуатации в агрессивных средах. Разработки предприятия защищены более чем 130 патентами Российской Федерации на изобретения и полезные модели. В настоящее время ООО «ИПЦ» выпускает трубы, футерованные пластмассовой оболочкой, детали трубопроводов с внутренними антикоррозионными покрытиями, втулки и наконечники защиты сварного шва и электроизолирующие вставки.
Размещено в номере: «Вестник арматуростроителя», № 3 (59) 2020\
 Фото недели: Муромский завод трубопроводной арматуры получил сертификат соответствия...
Фото недели: Муромский завод трубопроводной арматуры получил сертификат соответствия...
 Оборудование ОАО «Волгограднефтемаш» успешно применено в составе комплектной установки...
Оборудование ОАО «Волгограднефтемаш» успешно применено в составе комплектной установки...
 Завод «Сибэнергомаш - БКЗ» принял участие во вручении дипломов выпускникам федерального...
Завод «Сибэнергомаш - БКЗ» принял участие во вручении дипломов выпускникам федерального...

















