вид
17 Апреля 2026г, Пятница€ — 89.4113, $ — 76.0861



Предлагаем к просмотру следующую статью, опубликованную в пятом номере журнала «Вестник арматуростроителя».
Разработка и применение высокопроизводительных технологий машиностроения определяют основу развития промышленности. Рост научно-технического потенциала производства, в частности в литейно-металлургической отрасли, как основного звена заготовительного производства металлопродукции формирует перспективы его развития, роста научно-технологических ресурсов, влияет на разработку национальных стратегий достижения конкурентоспособной экономики в соответствии с общим направлением развития страны.
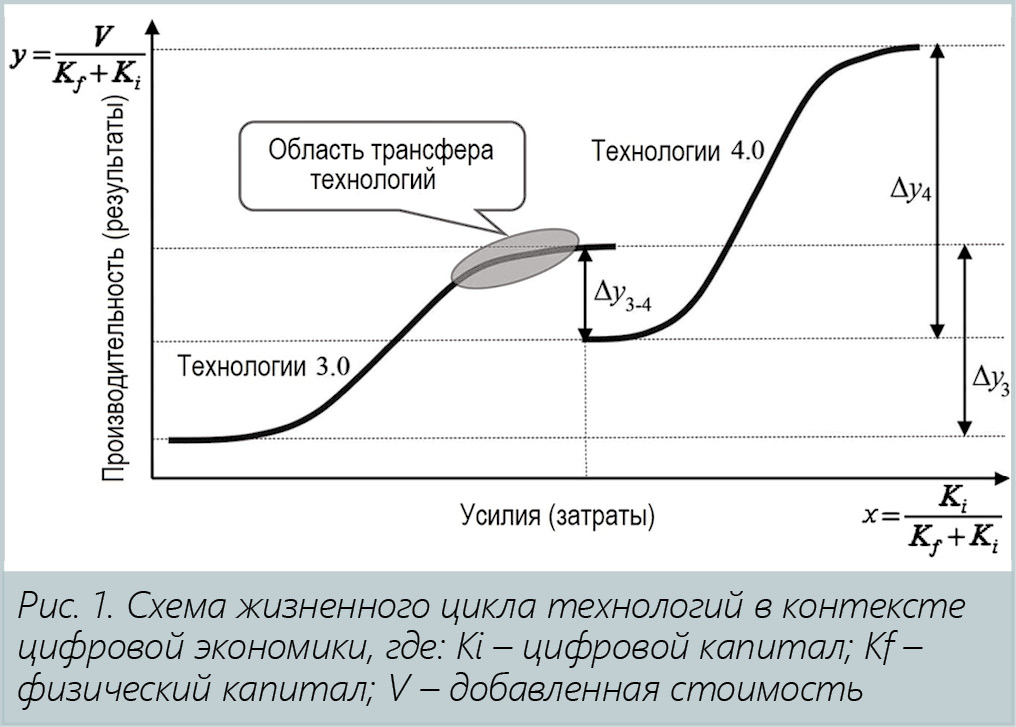
По концепции жизненного цикла технологий зависимость между затратами на создание и продвижение новых производственных технологий (х) и получаемыми результатами (у) описывается S-образными кривыми (рис. 1) [1]. На стадии зрелости технологий дальнейшие вложения в совершенствование технологий предыдущих поколений не дают значительного прироста результатов по производительности, поскольку потенциал этих инженерно-конструкторских решений в основном исчерпан и его уже нельзя нарастить с помощью только цифровых хитростей.
Иными словами, если использовать старое железо, то никакой, даже самый лучший софт и основанные на нем методы управления не смогут повысить общую производительность системы выше определенного уровня. Поэтому решение этой задачи, в частности в литейных процессах, заключается в поиске новых технических решений и переходе на новые «технологические кривые», например с технологий Индустрии 3.0 на технологии Индустрии 4.0 (рис. 1). Наибольшую финансовую отдачу производственные технологии обычно дают на этапе физической зрелости, когда они хорошо отработаны, поэтому их выгодно экспортировать (область трансфера технологий на рис. 1). При этом те страны, которые их покупают, адаптируют и внедряют для повышения уровня национальной экономики, всегда будут отставать от стран – технологических лидеров, использующих доходы от эксплуатации и продажи собственных зрелых технологий для инвестиций в новые поколения технических решений с гораздо большей отдачей, чем технологии предыдущих поколений. В терминах на рис. 1 начальные потери от перехода на технологии 4.0 (Δу3-4) могут быть с лихвой компенсированы ростом их производительности и финансовых результатов (Δу4 > Δу3 ).
Цикл научно-технических работ, проводимых в институте ФТИМС НАН Украины, включает создание концепций перевода литейных процессов на автоматические конвейерные линии (АКЛ) для сочетания повышения производительности литья и качества отливок с растущими требованиями совместимости с окружающей средой, что по таким показателям приближает литейные АКЛ к технологиям 4.0. Под руководством профессора Шинского О. И. совершенствуется технология литья по газифицируемым моделям (ЛГМ) как одна из перспективных для получения точных металлических отливок, а проводимые исследования по этой теме обусловили ряд научно-технологических и конструкторских достижений, подкрепленных внедрением технологии, а также сотнями научных публикаций и патентов.
Проектирование АКЛ в литейном производстве связано со сложностью перевода в подвижное состояние материалов одновременно с синхронизацией технологических операций. Среди причин этого: значительные массивные силовые агрегаты для уплотнения сырых песчаных смесей; не всегда стабильная продолжительность упрочнения химически твердеющих песчаных смесей вместе с разной продолжительностью формовочных, заливочных и охлаждающих отливки операций; непростое сочетание формовочных, стержневых и сборочно-формовочных операций с непрерывным движением через ряд проходных технологических модулей; значительный объем оборудования для регенерации и возврата на конвейер формовочных материалов; необходимая для получения доходности высокая серийность литья, выпускаемого чаще всего по металлической модельно-стержневой оснастке, что в целом связано с капиталоемким оборудованием и оснасткой, и т. п.
Напротив, значительный, не до конца раскрытый потенциал ЛГМ-процесса способствует его переводу на АКЛ, что связано с такими преимуществами ЛГМ: отсутствием мощных массивных агрегатов для формовки и возможностью уплотнения при этом текучего сухого песка кратковременной вибрацией; легкообрабатываемым пеноматериалом для разовых литейных моделей с хорошо отработанными несколькими (разной степени автоматизации) процессами производства, склейки, складирования и транспортировки газифицируемых моделей; несложным переводом на автоматические конвейеры окраски и сушки разовых легковесных моделей; возможностью одновременного выпуска до 8 различных по номенклатуре разовых моделей многопозиционными роторными пресс-автоматами [2]; хорошо отработанными решениями автоматизации конвейерных потоков по выбиванию отливок, регенерации, охлаждения [3] и возвращения на формовочный конвейер песчаного материала; отсутствием стержневых участков и т. п. К примеру, касательно модельного материала – пенополистирола трудно представить литую металлоконструкцию, которую нельзя было бы смоделировать пенополистиролом из блочного твердого состояния или сыпучего гранулированного, поток которого в текучем состоянии при заполнении (задувании) пресс-форм несложно синхронизировать с подачей на АКЛ заполняемого песчаные формы металла, а при вырезании из твердого монолита позволяет склеивать или монтировать практически любые конструкции, в том числе при автоматическом вырезании на 3D-фрезерах, представленных на рынке многочисленными производителями, типоразмерами и моделями.
Вообще уникальный потенциал процесса ЛГМ основан на том, что включает текучие (сыпучие) сухие материалы, несколько- или многократную вариантность способов подготовки пенополистирола, изготовления моделей, засыпки формовочного материала в контейнерную опоку, его уплотнения, высыпания и регенерации, вакуумирования и заливки металлом песчаной формы, а также удаления отливки из сыпучего песка формы, так, что эти технологические операции, материалы и конструкции оснастки можно сочетать и видоизменять в разных комбинациях.
Причем основной материал формы – сухая формовочная смесь свежего и оборотного песков – практически не портится со временем, может охлаждаться и храниться в закрытой емкости в неотапливаемом цеху (в отличие от формовочных смесей со связующим), а большинство разовых моделей может сохраняться неделями. Модельные участки подобные таким в упаковочно-полимерном производстве и оснащены легковесным оборудованием. Их несложно разместить на этажах помещений выше первого. А рециклинг сухого песка применяемым для этого оборудованием почти не отличается от такого на многочисленных заводах индустрии стройматериалов с хорошо отработанными транспортно-фасовочными конструкциями широкого диапазона модификаций и мощностей и с высоким уровнем автоматизации. Потенциальная дискретность многих операций (независимость во времени), способность к текучести материалов и комбинаторность ЛГМ-процесса облегчает моделирование перевода его на АКЛ как синтез непрерывно-дискретных технологических потоков.
Задача этой статьи – показать процессы формовки по способу ЛГМ, адаптированные для АКЛ с уменьшением числа операций и точной фиксацией литниковой системы в форме для автоматической заливки ее металлом, в том числе при производстве полых корпусных отливок, которые относят к оболочковым конструкциям [4]. Прежде всего рассмотрим перечень и примеры традиционных аналогичных операций формовки моделей в контейнерах при ЛГМ, большинство из которых подробно описано в монографиях В. С. Шуляка.
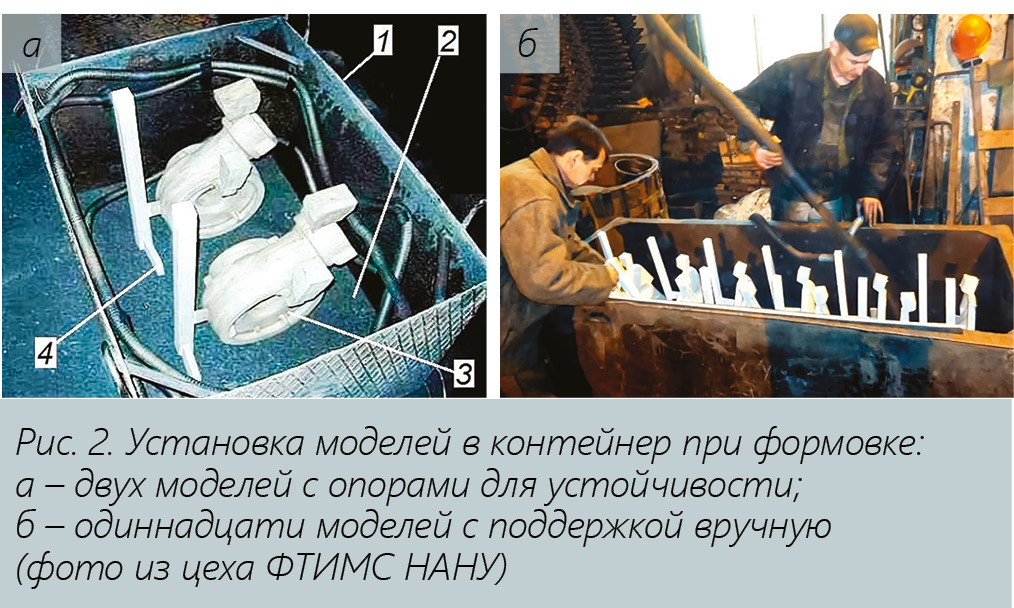
Первой операцией при формовке в контейнере 1 (рис. 2а) является засыпка на его дно слоя песка 2 толщиной до 100-150 мм, на который, как на постель, вручную устанавливают разовые модели 3. Нередко такую песчаную постель разравнивают и моделей устанавливают в количестве не 1-2, а иногда больше десяти. Для достижения устойчивости моделей при засыпании сверху контейнера формовочным песком к литниковым системам моделей могут приклеивать дополнительные опоры 4 (к сожалению, увеличивая металлоемкость литья и расходы на модель), либо удерживать модели рукой при засыпании песка из гибкого трубопровода (рис. 2б).
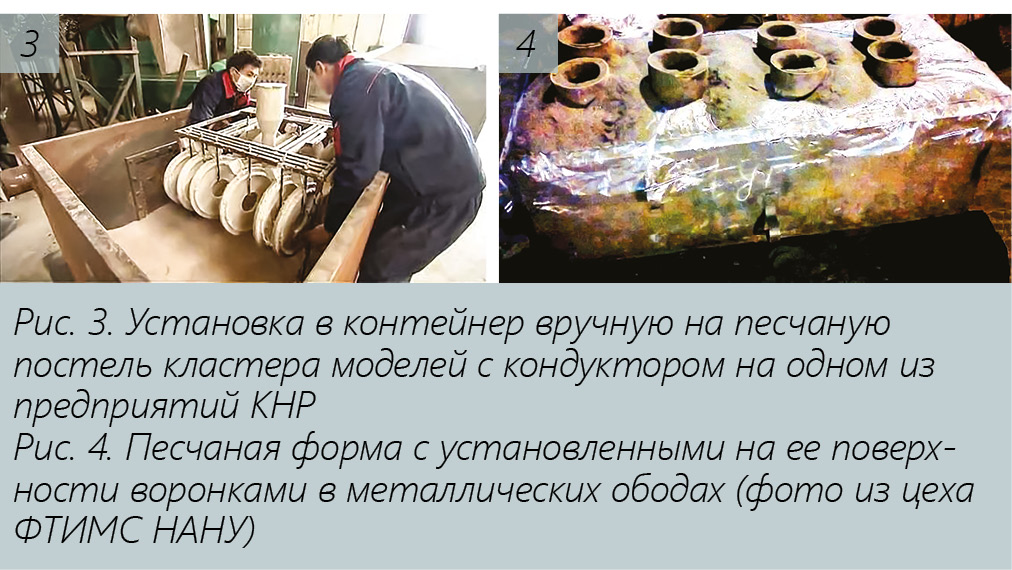
На некоторых предприятиях КНР крупные кластеры моделей связывают металлическими проволочными каркасами, чтобы при окрашивании погружением в краску или транспортировке не поломать такие крупные сборные конструкции. Аналогичные примеры монтирования моделей к каркасам или кондукторам для покраски, сушки краски, транспортировки и формовки моделей (рис. 3) описаны в работе [5] при литье из высокопрочного чугуна ВЧ 500-7 тонкостенных люков размером 850 мм (с толщиной литой стенки до 4 мм) и их ободов; каркасы предотвращали деформацию таких тонкостенных моделей.
Итак, если легкая обрабатываемость пенополистирола (достаточно невысокой плотности – около 25 г/л для моделей ЛГМ) позволяет изготавливать из него тонкостенные сложнофасонные конструкции, то такие технологические действия, как покраска погружением, гравитационное воздействие при транспортировке и силовое воздействие песка при формовке для габаритных или тонкостенных модельных конструкций, часто требуют их армирования для предупреждения деформации или поломки. Также при наличии в литейной форме песчаных болванов и появлении на отливке дефектов от смещения этих болванов от действия напора или (и) выталкивающей архимедовой силы со стороны жидкого металла рекомендуются методы упрочнения этих болванов [6], в частности, путем установления внутрь них армирующих вставок.
Кроме того, для заливки металлом песчаных форм при ЛГМ, как правило, на поверхность формы устанавливают воронки (рис. 4), которые нередко остаются на стояках выбитого из форм литья, что требует дополнительных операций для их удаления. Для автоматической заливки форм металлом при их движении на АКЛ необходимо строгое позиционирование воронок для заливки с помощью автоматического манипулятора.
Для установки моделей в контейнере, кроме установки на песчаные постели (рис. 2, 3), практикуют их подвешивание на горизонтальных спицах, которыми протыкают пенопластовые стояки с мелкими моделями, или на горизонтальных рейках (рис. 5), устанавливаемых на вертикальные стенки контейнера. Последний пример взят с сайта http://www.cf.spb. ru/m/91/ российского завода Арматуры Контактной сети (АКС). Однако операции такого подвешивания не удобны для автоматического, а относятся к ручному выполнению.
Для уменьшения операций по изготовлению формы нами предложено производство модельных комплектов, в частности, на специализированной АКЛ для изготовления моделей, описанной в работе [3], уже с установленными на стояках воронками из песчаной холодно-твердеющей смеси (ХТС), упрочненными (двухслойным) покрытием противопригарной краски или покрытыми металлической фольгой, нанесенной на конусную верхнюю часть модели стояка. Тогда исключается ручная операция установки воронок на поверхность литейной формы и облегчается последующее удаление их со стояка отливки. Предварительно установленная на модели стояка разовая воронка при изготовлении формы погружается в песок, опирается на него при вакуумировании формы и при этом удерживается на нем силами присасывания, становясь частью песчаной формы, что позволяет применять тонкостенные воронки с прочностью, достаточной для их удержания силами трения на стояке модели при транспортировке и формовке, а также не разрушаться от контакта с расплавом металла.
Отметим, что заливочные воронки для ответственного литья являются обязательным элементом литниковой системы. Они не только служат для легкого попадания струей металла из ковша, но и создают условия управления процессом заливки. Применение пенополистирольных воронок без достаточно прочного противопригарного покрытия приводит к браку отливок по песчаным засорам из-за высокой гидроударной силы струи металла, которая размывает сухой песок вокруг таких воронок. Поэтому встраивание неразрушаемых металлом воронок в модельные кластеры – обоснованная операция (и достаточно несложная) для сокращения операций формовки и упрощения оборота формовочного песка в автоматическом режиме в составе АКЛ.
Для иллюстрации этого технического решения на рис. 6 показана схема подвески кластера из двух моделей 1 на стояке 2. Такой кластер перемещают с помощью горизонтальной металлической рейки 3, подвешивая за две скобы 4. Рейка имеет рамку 5 вокруг воронки 6 из песчаной смеси. Размер рамки такой, что позволяет пропустить сквозь нее воронку. При формовке рейку 3 устанавливают внешними концами на опоры на внутренних стенках литейного контейнера, а концы рейки в середине рамки 5 выполнены подвижными (например, при движении трубки в трубке), они снабжены вилками 7 для охвата снизу и удержания воронки 6 (показана в разрезе). Эти вилки могут расходиться до стыка с рамкой 5, чтобы пропустить воронку сквозь рамку, или сходиться, чтобы охватывать стояк 2 и поддерживать воронку 6 со всем модельным кластером. Система движения вилок 7 может быть выполнена по одной из широко применяемых схем удлинения – сокращения ручки бытового зонта или трубки бытового пылесоса, чем управлять можно с помощью скоб 4.
Также движение трубки в трубке для системы сведения – разведение вилок 7 можно выполнить за счет подачи в полость трубки воздуха под давлением выше или ниже атмосферного. Кроме показанного на рис. 6, к рамке 5 может крепиться аналогичная рейке 3 вторая рейка перпендикулярно рейке 3 (не показано), образуя крестовину, тогда подвеску можно устанавливать в контейнер на четыре опоры, например для крупных модельных кластеров. Для армирования песчаных болванов как способ предотвращения их смещения под давлением металла и предупреждения разностенности отливок с моделями типа 1 (с открытыми снизу или с закрытым дном, как тигли) устанавливают каркасы 8 или армирующие металлические стержни [6].
Для формовки песком с подвешиванием в контейнере моделей оболочковых конструкций типа корпусов трубной арматуры, крупных корпусов импульсного разрушения или испытывающих давление на стенки можно применять удерживающий модели каркас, который оборудован надувными эластичными мешками на вертикальных направляющих, эти элементы помещают в полости моделей, надувают и благодаря трению с закупоркой оболочки модели изнутри таким надутым мешком удерживают модели в подвешенном состоянии. При этом вес модельной конструкции может быть до десятка килограммов. После засыпки песка в контейнер до уровня фиксации модели на песчаной постели эластичные мешки сдувают и удаляют вместе с каркасом, после чего досыпают песок и завершают формовку традиционными операциями.
Для легковесных кластеров из тонкостенных моделей могут применяться вакуумные присоски (например, к верхнему торцу модели воронки), поскольку на формовочных участках есть источник вакуума. Также вакуумное управление захватами для удержания моделей на формовочном каркасе можно применять для механизма типа эластичного герметичного мешка, частично заполненного песком. При наложении такого мешка на модель он обвисает и охватывает ее благодаря весу сыпучего песка, а при приложении вакуума к внутренней полости мешка он сдувается, песок «каменеет» (по методу вакуумно-пленочной формовки) и надежно удерживает модель для необходимых манипуляций; отключение вакуума переводит песок обратно в сыпучее состояние, что позволяет освободить модель от такого захвата. Перечисленные средства для захвата модельных кластеров разработаны для быстрой формовки при проектировании АКЛ с двумя формовочными шестипозиционными каруселями с циклом до 1 мин на форму на каждой карусели или для производства 120 контейнерных форм (преимущественно многоместных) в час на АКЛ при литье по ЛГМ-процессу. При этом операции подачи на формовочные карусели порожних контейнеров, поставляемых после высыпания из них отливок и песка, совмещаются с установкой в них подвешенных модельных кластеров, чтобы контейнер на формовочную карусель устанавливался уже с четко зафиксированной позицией воронки и модельного кластера в контейнере без необходимости создавать песчаную постель, а весь процесс заполнения контейнера песком выполнялся на не более двух позициях его засыпания и виброуплотнения.
Таким образом, перед формовочным процессом следует выполнить следующие операции. На первой АКЛ производства модельных кластеров [2], кроме изготовления самого покрытого противопригарной краской кластера, на стояке формуют прямо по поверхности пенополистирольной модели воронку из ХТС или приклеивают сверху стояка его конусную часть с воронкой из ХТС (указанные варианты воронок с нанесением на верхнюю конусную часть модели стояка краски или фольги проще, здесь не рассматриваются). Затем кластер с воронкой подвешивают, как показано на рис. 6, и за скобы 4 передают на формовочно-заливочную АКЛ на транспортном средстве (кране, манипуляторе), который вставляет подвеску в пустой контейнер на опоры на внутренней поверхности стенок контейнера, подхватывает этот контейнер и устанавливает его на формовочную карусель. Расположение воронки соответствует ее позиции в момент заливки формы, а скобы 4 выходят на уровень торца формы.
На карусели выполняют засыпку песка на уровень 0,3-0,7 высоты модельного кластера для фиксирования его неподвижно в контейнере. Тогда при отсутствии каркасов 8 вилки 7 можно развести движением скоб 4 и удалить, подняв за них металлическую подвеску для применения в следующем контейнере. Далее песок в контейнер досыпают с одновременным вибрационным его уплотнением, покрывают синтетической пленкой, затем готовая форма подключается к вакуум-системе и заливается металлом. Струя металла прожигает пленку над воронкой, попадает в нее и дальше в стояк до полной заливки формы металлом.
Далее рассмотрим вариант формовки с каркасами 8. Эти каркасы могут быть в виде сплошных стержней, которые механически армируют песчаный болван и не дают ему сместиться при обливании расплавом металла, а также быть в виде трубок, в которые сверху и снизу запрессованы венты. Последнее, кроме механического армирования, создает трубчатый вакуум-провод, пропускает газ, но не песок, тем самым обеспечивая вакуумирование болвана изнутри и укрепляя его перепадом газового давления при газификации модели. При наличии не двух (рис. 6), а четырех моделей в кластере каркасы 8 размещают на рамке 5 (симметрично вокруг стояка) на механических зажимах, удерживаемых каркас 8 силами трения. Для усиления подачи разрежения в зону верхних вент трубчатых каркасов возможно применение в контейнере переставного (навесного) фильтра для вакуумной формовки [7], например гибкого фильтра в виде металлорукава, один конец которого закрепляют вдоль рамки 5, а второй конец вдоль рейки 3 – так, что он подходит к стенке контейнера и размещается вблизи вакуум-фильтра, штатно смонтированного на контейнере для вакуумирования песчаной формы. Зазор до 10-15 мм между фильтром контейнера и металлорукавом незначительно ослабляет вакуум сопротивлением газов между песчинками формы. Таким образом, подвеска модельного кластера может быть использована и как носитель армирующих каркасов, и как носитель гибкого фильтра или вакуум-провода для целевого вакуумирования песчаных болванов. В последнем случае с трубчатыми каркасами 8 подвеску целесообразно держать в песчаной форме на период заливки металла и его затвердевания, но засыпку песка следует вести в два этапа, между которыми можно развести вилки 7, как было описано выше, с тем, чтобы после затвердевания металла удобно было удалить подвеску с формы.

Для упрочнения металла отливки известными из технологии термообработки методами закалки, в частности, изотермической закалки для отливок из железоуглеродистых сплавов, отливку рекомендуется подвешивать в контейнерной форме и создавать в ней псевдоожиженное состояние сухого песка, что позволяет охлаждать металл со скоростью, которая по влиянию находится в интервале закалки отливки между охлаждением ее в воде и в масле как типичных закалочных сред. Также рейковую подвеску целесообразно применять для быстрого удаления горячего отливки из формы (песок которой после отключения вакуумирования находится в сыпучем состоянии без связующего) и представления отливки в течение 5-15 секунд на закалку, в частности погружением в воду, спреерным или другим быстрым охлаждением, как это предусмотрено на АКЛ [2].
Таким образом, рассмотрены преимущества ЛГМ-процесса и перспективы применения его на АКЛ. Для этого предложены конструкции оснастки с целью ускорения процесса формовки путем подвешивания модельного кластера в литейном контейнере, описаны перечень операций, их технологическая сущность и последовательность. Способ изготовления модельного кластера с воронкой на стояке и установки его в контейнер по ходу подачи последнего на формовочную карусель с помощью подвески точно позиционирует воронку и расположение кластера в объеме контейнера, сокращает количество операций формовки по сравнению с известными традиционными способами ЛГМ и позволяет повысить ее производительность, включая возможность автоматической заливки форм металлом. Предложенные способы армирования песчаной формы и вакуумирования заполненных песком полостей моделей оболочковых отливок способствуют стабилизации качественных показателей отливок без осыпания или смещение песчаных болванов, формирующих полость отливки.
Литература
1. Вишневский В. П. Цифровая экономика в условиях четвертой промышленной революции: возможности и ограничения // Вестник СПбГУ. Экономика. 2019. Т. 35. Вып. 4. С. 606–627.
2. Дорошенко В. С. Концепция литейного роторно-конвейерного комплекса с возможностью регулируемого охлаждения отливок, включая их термообработку // Литейное производство. – 2019. – № 8. – С. 15-22.
3. Дорошенко В. С., Калюжный П. Б. Технологические принципы создания скоростных процессов литья в вакуумируемые формы для роторно-конвейерных комплексов // Процессы литья. 2018. № 3. С. 23 – 34.
4. Дорошенко В. С. Физическое моделирование отливок как оболочковых конструкций с целью металлосбережения // Литейное производство. 2018. № 6. С. 26-30.
5. Гнатуш В. А., Дорошенко В. С. Состояние и перспективы развития мирового рынка литья из чугуна с шаровидным графитом // Литье Украины. 2017. № 2. С. 24-33.
6. Дорошенко В. С. О проектировании процесса литья трубоарматуры и повышении точности корпусных заготовок задвижек // Литье. Металлургия. 2017: Материалы XIII Междунар. научно-практ. конф. (23-25.05.2017, г. Запорожье) / Ред. Пономаренко А.И. Запорожье. АА Тандем, 2017. С. 46-48.
7. А. с. 1423264 СССР: МКИ В22С 21/00. Опока для вакуумной формовки / В. C. Дорошенко, В. Т. Барский, И. А Мартынов; опубл. 1988. Бюл. №34.
8. А. с. 1629141 СССР: МКИ В22С 21/00. Опока для вакуумно-пленочной формовки / В. C. Дорошенко, Н. И. Шейко; опубл. 1991. Бюл. №7.



 Фото недели: соленоидные клапаны ГК «Метран» интегрированы в стартовые комплексы...
Фото недели: соленоидные клапаны ГК «Метран» интегрированы в стартовые комплексы...
 АО «БАЗ» получило свидетельство о соответствии СМК требованиям стандарта СТО ИНТИ...
АО «БАЗ» получило свидетельство о соответствии СМК требованиям стандарта СТО ИНТИ...
 АО «ЗЭО Энергопоток» поставило задвижки, обратные затворы и обратные клапаны для АЭС...
АО «ЗЭО Энергопоток» поставило задвижки, обратные затворы и обратные клапаны для АЭС...
















