Магнитопорошковый метод контроля
Магнитопорошковая дефектоскопия основана на выявлении локальных магнитных полей рассеяния, возникающих над дефектом, с помощью ферромагнитных частиц, играющих роль индикатора.
Магнитное поле рассеяния возникает над дефектом вследствие того, что в намагниченной детали магнитные силовые линии, встречая на своем пути дефект, огибают его как препятствие с малой магнитной проницаемостью, в результате чего магнитное поле искажается, отдельные магнитные силовые линии вытесняются дефектом на поверхность, выходят из детали и входят в нее обратно. При этом по обе стороны от трещин, то есть по краям дефекта, возникают местные магнитные полюсы N и S, создающие локальное магнитное поле рассеяния (рисунок 1.1).
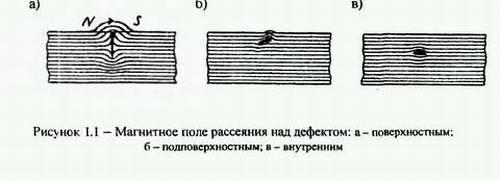
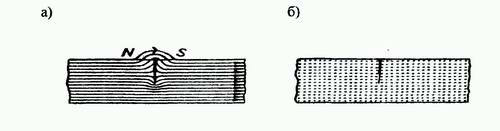
Магнитное поле рассеяния в зоне дефекта тем больше, чем больше дефект и чем ближе он к поверхности детали. Наилучшее выявление дефекта будет в том случае, когда магнитные силовые линии в намагниченной детали располагаются под прямым (или близком к нему) углом к направлению дефекта (рисунок 1.2).
Для обнаружения магнитного поля рассеяния на контролируемые участки детали наносят магнитный порошок. Нанесение магнитного порошка на контролируемую поверхность детали осуществляют двумя способами, реализующими "сухой" или "мокрый" метод. В первом случае для обнаружения дефектов используют сухой ферромагнитный порошок. При использовании "мокрого" метода контроль осуществляется с помощью магнитной суспензии, т.е. взвеси ферромагнитных частиц в жидких средах: трансформаторном масле, смеси трансформаторного масла с керосином, смеси обыкновенной воды с антикоррозионными веществами.
Магнитное поле рассеяния выявляется благодаря тому, что на ферромагнитные частицы порошка действуют пондеромоторные силы этого поля, которые стремятся затянуть эти частицы в места наибольшей концентрации магнитных силовых линий. В результате ферромагнитные частицы собираются над дефектом, образуя рисунок в виде полосок или цепочек. Ширина полосок из скопившихся частичек обычно значительно больше ширины дефекта, поэтому этим методом контроля могут быть выявлены даже мельчайшие трещины, надрывы, волосовины и другие мелкие дефекты.
Магнитопорошковому контролю могут быть подвергнуты детали, выполненные из ферромагнитных материалов с относительной магнитной проницаемостью и не менее 40.
Чувствительность магнитопорошкового метода зависит:
- от магнитных характеристик материала детали;
- напряженности намагничивающего поля;
- размера, формы и шероховатости поверхности детали;
- размера, формы, местоположения и ориентации дефекта;
- взаимного направления намагничивающего поля и дефекта;
- свойств дефектоскопического материала;
- способа нанесения дефектоскопического материала на поверхность детали;
- способа и условий регистрации индикаторного рисунка выявляемого дефекта.
Этим методом обнаруживаются дефекты:
- поверхностные с шириной раскрытия у поверхности 0,002 мм и более, глубиной 0,01 мм и более;
- подповерхностные, лежащие на глубине до 2 мм;
- внутренние (больших размеров), лежащие на глубине более 2 мм;
- под различного рода покрытиями, но при условии, что толщина немагнитного покрытия не более 0,25 мм.
ГОСТ 21105-87 устанавливает три условных уровня чувствительности в зависимости от размеров выявляемых поверхностных дефектов (таблица 1.1).
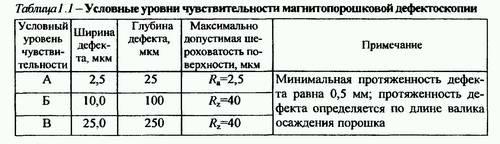
Уровни чувствительности названы условными потому, что они определены для условных поверхностных дефектов, имеющих вид трещин с параллельными стенками, перпендикулярными поверхности детали.
Чувствительность магнитопорошкового метода контроля в значительной мере зависит от шероховатости поверхности контролируемой детали. Максимальная чувствительность метода может быть получена при контроле детали с шероховатостью, соответствующей параметру Rа = 1,25...2,5 мкм. С увеличением шероховатости чувствительность метода снижается.
В случае контроля деталей, имеющих большую шероховатость или склонных к образованию дефектов, глубоко залегающих под поверхностью, применяют крупный порошок, который наносят на поверхность "сухим" способом.
Чувствительность магнитопорошкового метода зависит также от подвижности частиц порошка. Для обеспечения высокой подвижности частиц необходимо применять порошки с частицами неправильной формы. Они должны обладать малой коэрцитивной силой и низкой остаточной намагниченностью для исключения их "прилипания" к контролируемой поверхности. Подвижность частиц магнитного порошка повышают путем их покры¬тия пигментом с низким коэффициентом зрения.
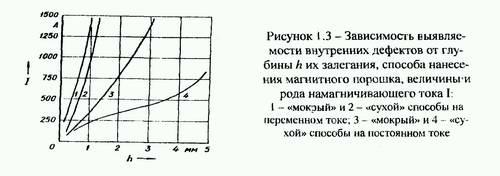
На чувствительность метода оказывает влияние и род намагничивающего тока при обнаружении подповерхностных дефектов. Предпочтение в этом случае отдается постоянному току, так как он создает магнитное поле, глубоко проникающее внутрь детали (рисунок 1.3).
Следует также иметь в виду, что при обнаружении подповерхностных дефектов более высокая чувствительность может быть достигнута путем применения "сухого" способа, по сравнению с "мокрым". Причем для повышения чувствительности "сухого" способа ферромагнитный порошок предварительно распыляют в специальном устройстве, а затем подают по шлангу непосредственно на контролируемую деталь или в закрытую камеру, в которой установлена деталь. Способ нанесения ферромагнитного порошка на поверхность детали может быть реализован и с помощью специального бункера, в котором магнитный порошок находится во взвешенном состоянии. При этом намагниченную деталь погружают в рыхлый порошок, а затем медленно извлекают из него для расшифровки образовавшегося индикаторного рисунка.
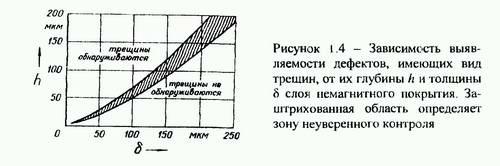
Такой способ нанесения магнитного порошка рекомендуется применять и для контроля деталей, имеющих слой немагнитного покрытия, причем чувствительность метода в этом случае зависит от толщины немагнитного покрытия (рисунок 1.4).
Более высокая чувствительность магнитопорошкового метода контроля с применением сухого порошка по сравнению с применением магнитной суспензии объясняется:
- высокой подвижностью ферромагнитных частиц, взвешенных в воздухе, из-за незначительных сил трения, действующих на частицы в этой среде (для перемещения частиц в воздухе требуется гораздо меньшая сила, чем для их перемещения в вязкой среде магнитной суспензии);
- отсутствием гидродинамического воздействия струи суспензии при ее нанесении на деталь или поверхностного натяжения жидкости при извлечении детали из бака с суспензией;
- формированием из ферромагнитных частиц тонких цепочек, которые более чувствительны к магнитным полям рассеяния, чем отдельные частицы.
Перед проведением контроля деталей магнитопорошковым методом необходимо выбрать в каждом конкретном случае:
- способ контроля (в приложенном поле или на остаточном намагничивании);
- вид и способ намагничивания (продольное, циркулярное или комбинированное);
- род намагничивающего тока;
- величину напряженности намагничивающего поля;
- тип порошка и способ его нанесения на контролируемую поверхность детали.

























