вид
15 Июля 2025г, Вторник€ — 91.7738, $ — 78.3722
Предлагаем к просмотру следующую статью из первого номера журнала «Вестник арматуростроителя». Сегодня речь пойдет об эффективности литейного производства. Авторы: Иржи Тахеци, директор ООО «ТАСНТЕСН», Коробейников Вячеслав Владимирович, генеральный директор ООО «ТАХТЕХ РУС», Ткаченко Станислав Степанович, президент ЛенАЛ.
Качество литых заготовок и избыточность литейного производства в значительной степени ухудшаются от состояния и подготовки литейных коз. Качественная футеровка и разогрев кощей, повышение производительности, показатель энергозатрата при плавании, гарантированному стабильному качеству и экологическому нагреву атмосферы при современной температуре для разогрева ковшей.
Цифровая трансформация подталкивает общество к решению вопроса – должны ли мы поставить под сомнение предварительные парадигмы или, напротив, продолжить их развитие. Научная парадигма – безоговорочно признанная общественность модель научной деятельности. Она предлагает производственным предприятиям возможность существенного увеличения процесса ценообразования на базе инновационных технологий и оборудования и «открывает новые возможности для ведения бизнеса» [1].
Если технологии и общество быстро заболевают, а предприятие не принимается к новым условиям, то исчезает по теории эволюции это предоставление кновлению типов компаний. Развитие технологий, объединение концепций «Индустрия 4,0» дало активный импульс к развитию и внедрению систем автоматизации управления на различных объектах. Это утверждение в полной мере относится к управлению литейно-металлургическими производствами и специализированными системами автоматизации, наиболее востребованными в настоящее время на рынке России, – система автоматизации оперативного управления технологическими процессами и производством в целом.

Металлурги добиваются применения следующих передовых технологий, инновационного оборудования, поисковой системы управления материальными ресурсами, что гарантирует выгодность продукции. Обеспечение высокой продуктивности отечественной промышленности во многом зависит от эффективности производственных предприятий.
Современный уровень развития технологий постепенно позволяет и последовательно реализовывать положения «Индустрия 4,0». Анализ технико-экономических показателей предприятий говорит о том, что рост эффективности производства возможен только при использовании инновационных технологий, современного оборудования и строгой системы ресурсосбережения.
Важнейшим значением смертности является повышение эффективности потребления пищи и энергоресурсов [2]. Одной из статей эффективности заготовительных производств (литейных и кузнечных) является энергосбережение. Модернизация и инновационные технологии и оборудование – обязательные условия повышенной эффективности производства. Реализация этой таблицы стала возможной только благодаря внедрению новых технологий и оборудования.
Повышение эффективности использования энергии – приоритетная задача металлургов-литейщиков и кузнецов, решение которой позволяет:
• повысить производительность труда;
• высокое качество продукции;
• объем производства отливок на всех переделах (формообразование, плавка, заливка, финишные операции и т. д.);
• объем кузнечных процессов (количество, габариты и изготовление изделий, используемых в производстве);
• улучшение санитарно-бытовых условий на рабочих местах и экологических условий в окружающей местности [3].
Большие материальные и энергетические потоки, характерные для данных производства, требуют использования ресурсов даже из одних только экономических соображений. Во все времена потребители в первую очередь обращают внимание на соотношение цены и качества товара. Невозможно представить отечественным производителем литье и поковок высшего уровня высочайшего уровня кухни по качеству и собственной стоимости без оснащения промышленных предприятий для регламентируемого уровня разогрева литейных котельных и энергосберегающих кузнечных и термических печей.

Установлено, что повышенное потребление тепла приемлемо в его ковше от момента выпуска из печи до заливки. В крупных цехах ручной формовки из-за протяженности больших пролетов и вращающихся крановых заготовок время выдержки металла в разливочной сковороде до момента заливки может составлять 15 минут и более.
Если ковш футерован без научно обоснованного расчета, не имеет крышки, недостаточно разогрет, температура металла в нем может снизиться на 80-100 °С. Для крупных отливок из серого чугуна это не очень критично, но для отливок из ВЧ и стали значительно увеличиваться выбросы нагреваемого металла, что приводит к неоправданному расходу энергоносителей и, естественно, к увеличению себестоимости продукции.
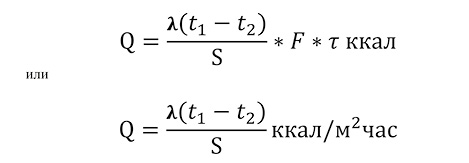
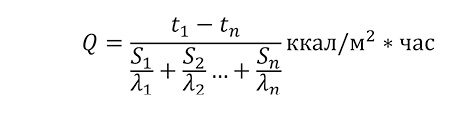
Тепловые потери металла через однослойную огнеупорную футеровку рассчитываются по формуле 1, где F – теплопередающая поверхность, м2 ; S – толщина стены, м; t 1-t2 – температурный перепад °С; τ – промежуток времени, час; λ – средний коэффициент теплопроводности, ккал/м. час* °С (иногда кал/см*сек*°С). Данная формула определяет возможность прихода теплоотдачи жидкого металла через один слой огнеупорного материала в зависимости от его теплопроводности. Теплопроводность материалов через многослойную футеровку вычисляется по формуле 2, где S1 , S2 …Sn – плотность слоев, м; λ1 λ1 λ1 – соответственно средние коэффициенты теплопроводности.
Величина потерь значительно может быть уменьшена из-за учета пожароупорного содержания и потенциально требуемого увеличения разогрева ковша. Расчеты и экспериментальные данные показывают, что поглощение тепла через трехслойную и предварительно разогретую до 800-850 °С футеровку сокращаются в 4 раза по сравнению с потерей тепла в ковше, который футерован в 1 слой и разогрет до 500 °С.

Для каждого производства весьма важно знать общие расходы на энергоносители и их долю в себестоимости готовой продукции. В возможных случаях нас интересуют затраты на разогрев ковшей. Остальные технологические переделы производства литья, прямо или косвенно связанные с процессом разогрева футеровки ковшей, в данной статье не рассматриваются.
Затраты энергии при разогреве футеровки котельной складываются из стоимости топлива, расходуемого при нагреве ковша до 850 градусов, и затрат энергии для обеспечения работы механического оборудования стенда.
Для предотвращения остывания металла в ковше наиболее эффективна многослойная футеровка, где между прочными плотными футеровками, изготовленными из шамотного кирпича или бетона, и металлическим корпусом ковша имеется один или несколько слоев, состоящих из керамоволокна, огнеупорного картона, кальциумсиликатных плит или других материалов, обладающих теплопроводностью . Однако природные слои футеровки нормально работают только в том случае, если температура, воздействующая на них, не превышает температуры разложения.
Следовательно, чтобы повысить эффективность многослойной футеровки, необходимо правильно определить виды огнеупоров, толщину, последовательность их слоев в футеровке ковша.
Общеизвестно, что количество энергии, теряемое излучением с поверхности металла или футеровки открыто ковшей, весьма важно. Это одна из основных причин большого снижения температуры при транспортировке металла в открытом грунте. Использование закрытых ковшей для сохранения энергии позволяет снизить температуру высвобождения металла на 30-40 °С и значительно сократить расход энергоносителей.
Оптимальное сочетание, гарантирующее повышение качества и значительный расход энергоносителей, может быть достигнуто только за счет применения термически рассчитанных колевых (правильная футеровка и ее предварительный разогрев).
Литейщики имеют высокий уровень накопления ковша к заполнению его металлом, но зачастую не имеют надлежащих задач оборудования, что в значительной степени связано с выделением избыточного остатка энергии в год.
закрытых стендов для разогрева футеровки какой фирмы ТАСНТЕСН sro, представленной в России дочерним предприятием ООО «ТАХТЕХ РУС», применение охватывает целый ряд предприятий:
• разогрев футеровки ковшей на стенде позволяет снизить расход газа на 60–80 % по сравнению с Американскими горелками;
• шлак находится в горячем жидкоподвижном состоянии;
• Достигается стойкость футеровки и снижаются трудозатраты на ее ремонт;
• отрицательное влияние термоудара на стойкость футеровки при заливке;
• снижение брака при заливке (по случаю металла) на 15-20 %.
Необходимо уделять серьезное внимание экологическому фактору. Хорошо разогретые ковши на стационарных изолированных стендах, с хорошей изоляцией, закрытая крышка значительно улучшают условия труда в литейных цехах. Полностью удаляются вредные отходящие газы, воздух в рабочей зоне становится чистым, решаются проблемы с поиском мира, исчезают настыли в ковшах. Санитарно-экологические условия в литейном цехе становятся сравнимыми с механическими цехами, а более трудоемкими.
С каждым годом во всех странах мира обостряются проблемы, связанные с энергоносителями. Наиболее энергозатратными являются металлургическое, литейное и кузнечное производства. Существенная помощь в решении проблемы снижения расхода энергоносителей и улучшения экологической ситуации в сфере производства оборудования ТАСНТЕСН sro.
Фирма изготавливает (по потребителям) выгодные и экологические стенды для разогрева литейных котельных любых емкостей, газовых и электрических нагревателей и термических установок широкого профиля (с выкатным подом, камерные, колпаковые, проходные, шахтные и др.) и с заданными конструкциями, не популярные в мире.
Стенды и печи оборудованы высокоэффективными горелками, реагирующей системой и контролирующими процессами и вызывающими горение газа для быстрого разогрева ковшей и заготовок в любой печи с отклонением ± 2,5 0 С.
Многолетний статистический анализ технико-экономических показателей потребляемых термических газовых агрегатов показал, что целесообразно использовать стенды для разогрева и сушки ковшей в литейных цехах, сокращающие расход на 60-80 % и предъявляющих высокие требования к производительности труда, вероятно, до 30 %, длительные термические печи фирмы ТАСНТЕСН. sro снижение энергозатрат (газа и электричества) на 30-50 %.
Несколько лет назад российская делегация литейщиков посетила в Китае 5 литейных предприятий (цехов) на машиностроительных заводах (два общих машиностроения, два станкостроительных и один тракторный). Желательно отметить на заводе все высокую культуру производства и строгую технологическую дисциплину на всех литейных переделах. Остановимся только на потенциальном факторе – подготовка и использование литейных ковшей.
В каждом цехе все ковши пронумерованы (в цехе тракторного завода мы видим № 26, возможно, их даже больше), после заливки сразу не возвращаются за металлом, направляются на участок подготовки, где их осматривают, очищают и отправляют на стенды разогрева.
Там ковши разогреваются до технологической обоснованной температуры и подаются к печи только по сигналу – ковши с металлом на конвейере прошли контрольную отметку и следует готовить к заливке следующей, – не было ни минуты простоя. Печи измерительные 6 т, на участке 6 печей, 2 трехпозиционных стенда для ковшей емкости 1 куб.
Тщательная подготовка шихты (сортировка, очистка, подогрев), подготовка ковшей, формовочных материалов и формообразование высокого качества продукции (брак не более 0,5 %), повышение производительности и значительное ресурсосбережение (основные, вспомогательные материалы и энергоносители). Возможно, этот пример дает ответ на вопрос, почему китайская продукция (литье) дешевле нашей.
Литература
1. Армин Рот, «Индустрия 4,0 – пустая шумиха или революция» // Мир станкостроения. – 2020.
2. Леушин И.О., Субботин А.Ю., Гейко М.А. «Подготовка обрези оцинкованного стального листа к приемонному переплаву» // Труды 12-го съезда литейщиков России. – 2015.
3. Буторина И.В. «Экологические проблемы металлургического производства». – 2008 г.
Размещено в номере: Вестник арматуростроителя, №1 (70)
 Медиагруппа ARMTORG. От мечты к успеху №3 (90)
Медиагруппа ARMTORG. От мечты к успеху №3 (90)
 ООО «Астин» изготовило газорегуляторный пункт шкафного типа...
ООО «Астин» изготовило газорегуляторный пункт шкафного типа...
 КТК провел техническое обслуживание магистральных шаровых кранов на нефтепроводе Тенгиз...
КТК провел техническое обслуживание магистральных шаровых кранов на нефтепроводе Тенгиз...

















